
De Brad Buecker, ChemTreat e Ken Kuruc, Hach
Com o declínio da geração de energia produzida pela queima de carvão e a ascensão das fontes de energia renováveis, uma grande ponte entre os dois foi, e continua a ser, a geração de energia em ciclo simples e, especialmente, ciclo combinado, tendo o gás natural como combustível principal.
É muito comum, nas usinas de energia de ciclo combinado existentes e planejadas, operar com uma equipe mínima. Para a parte de turbina de gás dessas plantas, a operação “mínima e eficiente” pode ser satisfatória. No entanto, é frequentemente ignorada a atenção significativa que os geradores de vapor de recuperação de calor (heat recovery steam generators, HRSGs) exigem para prevenir corrosão e depósito nessas unidades, o que pode afetar a disponibilidade da unidade e até mesmo ameaçar a segurança dos funcionários em alguns casos. Esse artigo se concentra na análise de vapor/água crítica em tempo real que é necessária para que a equipe da planta otimize o desempenho e a confiabilidade dos HRSGs.
Pontos de amostragem e parâmetros de monitoramento
As amostras de importância primária em toda a rede geradora de vapor são:
- Sistema de tratamento de reposição
- Descarga da bomba de condensado
- Entrada de água de alimentação ou economizador
- Água de caldeira
- Vapor saturado
- Vapor principal e de reaquecimento
Sistema de tratamento de reposição
Mesmo nos geradores de vapor com a máxima vedação, existe escape contínuo de vapor/água de processo. Essas perdas precisam ser compensadas com água de alta pureza. O processo central mais comum de sistemas de reposição é a osmose reversa (OR) seguida pela troca de íons de leito misto (mixed-bed ion exhange, MBIX) ou a eletrodeionização (EDI) para “polir” o efluente de OR. As unidades de OR normalmente incluem vários instrumentos para monitorar o desempenho do sistema, incluindo pressão, temperatura, fluxo e condutividade específica, que são objetos de uma discussão à parte. A lista a seguir resume o limite superior recomendado para os três parâmetros recomendados de amostra de efluente do sistema de reposição.
- Condutividade específica (specific conductivity, S.C.): ≤0,1 µS/cm
- Sílica: ≤10 partes por bilhão (ppb)
- Sódio: ≤2 ppb
Essas medidas garantem que água de alta pureza seja distribuída aos geradores de vapor. Um aumento em qualquer um dos valores indica que a resina de MBIX atingiu a exaustão ou que ocorreu um problema na unidade de EDI. É necessária ação corretiva imediata.
(Observação: Nesta seção e nas seguintes, está incluído o limite ou faixa superior normal de cada parâmetro. Esses dados e muitos outros detalhes podem ser encontrados em documentos publicados pelo Electric Power Research Institute [EPRI], porém, esses documentos estão normalmente disponíveis apenas para membros do EPRI. A International Association for the Properties of Water and Steam [IAPWS] oferece documentos técnicos que têm informações semelhantes, embora mais resumidas, que podem ser baixadas do site, www.iapws.org.)
Descarga da bomba de condensado (Condensate Pump Discharge, CPD)
Em unidades de energia de geração de vapor, o local principal de entrada potencial de contaminantes é o condensador, particularmente condensadores de água resfriada, em que vazamentos nos tubos permitem que a água de resfriamento se infiltre no condensado de alta pureza. A entrada de água de resfriamento introduzirá várias impurezas no gerador de vapor, que, quando sujeitas ao ambiente extremo das caldeiras (o termo comum para HRSGs é evaporadores), podem causar problemas sérios.
As análises contínuas recomendadas de CPD são:
- Condutividade catiônica (CACE): ≤0,2 μS/cm
- S.C.: Consistente com o pH
- Sódio: ≤2 ppb
- Oxigênio dissolvido: ≤20 ppb
- pH: de 9,6 a 10,0 (Esta é a faixa de pH para o projeto de HRSG mais comum, o tipo com pressão tripla de alimentação para a frente de baixa pressão. A faixa pode ser um pouco diferente para outros projetos de HRSG.)
O monitoramento de sódio é muito eficaz para detectar vazamentos nos tubos do condensador. Com um condensador bem vedado, os níveis de sódio no condensado são normalmente muito baixos (<2 ppb) e, em muitos casos, menores do que 1 ppb. Um aumento do sódio é uma indicação precoce de um vazamento no tubo do condensador.
A condutividade dos cátions foi reclassificada por algumas organizações de pesquisa como “condutividade após a troca de cátions (CACE)” para representar o fato de que a amostra passa por uma coluna de troca de cátions para substituí-los, por exemplo, amônia, sódio, cálcio etc. por íons de hidrogênio. Isso cria uma solução ácida muito diluída de quantidades principalmente residuais de íons de cloreto e sulfato, cuja condutividade é medida. Como o que ocorre com o sódio, um aumento da CACE indica entrada de impureza. A CACE pode ser influenciada pela entrada de dióxido de carbono, frequentemente pelo aumento de entrada de ar no condensador. Dessa forma, tem se popularizado cada vez mais a CACE degaseificada, que utiliza um reaquecedor ou um compartimento de aspersão de nitrogênio para remover aproximadamente até 90% de CO2.
As análises de oxigênio dissolvido são importantes para monitorar vazamento de ar para dentro do condensador. Um aumento repentino no oxigênio dissolvido pode indicar uma falha mecânica no condensador ou próxima a ele, o que permite que ar em excesso entre no sistema.
Quando se trata de condutividade específica e pH, a amônia (às vezes, amina ou mistura de amônia/amina) é o agente de condicionamento de pH para água de alimentação de condensado. Porém, a medição direta do pH de água de alta pureza pode ser complicada, e algoritmos foram desenvolvidos para calcular o pH com base nas medições de condutividade específica (specific condutivity, S.C.) e CACE para oferecer resultados mais precisos. A S.C. em água de alta pureza está correlacionada à concentração de amônia e, portanto, as medidas de S.C. oferecem controle melhor da alimentação de amônia que o pH.
Um parâmetro que, em geral, não é monitorado continuamente, mas que pode ter alguma importância, é o carbono orgânico total (total organic carbon, TOC). Para geradores de vapor de concessionárias de serviços públicos, o limite de TOC recomendado no CPD é de 100 ppb.
Descarga da bomba de alimentação da caldeira/entrada do economizador LP
O principal problema no que diz respeito ao controle químico no sistema de água de alimentação de HRSG é a minimização da corrosão acelerada pelo fluxo, que os autores discutiram em um artigo anterior sobre engenharia de energia. [1]
Os parâmetros a seguir são recomendados para a química de água de alimentação:
- CACE: ≤0,2 µS/cm
- S.C. consistente com o pH
- Sódio: ≤2 ppb
- Oxigênio dissolvido (faixa): de 5 a 10 ppb (a menos que o sistema de água de alimentação contenha ligas de cobre, que quase nunca estão presentes nos sistemas de condensado/água de alimentação de HRSG)
- pH: de 9,6 a 10,0 (Esta é a faixa de pH para o projeto de HRSG mais comum, o tipo com pressão tripla de alimentação para a frente de baixa pressão. A faixa pode ser um pouco diferente para outros projetos de HRSG.)
- Ferro: ≤2 ppb
A discussão sobre CACE, S.C., pH e sódio é a mesma da descarga de bomba de condensado. As medições podem oferecer redundância valiosa para determinar se uma possível anomalia é decorrente de um problema real ou erro de instrumento.
Observe a inclusão do ferro nessa lista. O monitoramento de ferro fornece uma medição direta de FAC (ou, espera-se, a falta dela) e a eficácia correspondente do programa químico de água de alimentação. Normalmente, 90% ou mais de produtos de corrosão de ferro gerada por FAC são particulados por natureza. Existem vários métodos para monitorar a corrosão de aço carbono, entre eles:
- Monitoramento contínuo de partículas
- Amostragem de produto da corrosão
- Análise de amostra de coleta
No que diz respeito ao último, estão disponíveis técnicas aprimoradas de amostragem de coleta, em que, com o tratamento de amostra adequado, são possíveis medições de ferro até 1 ppb. Esse método pode fornecer dados quase em tempo real das taxas de corrosão, embora pontualmente no tempo.


Fig. 1. Unidade de digestão de ferro/espectrofotômetro para amostras de coleta. Fotos por cortesia da Hach.
Uma combinação de uma análise laboratorial colorimétrica simples de ferro total com um analisador nefelométrico a laser sensível também pode fornecer um método de monitoramento de corrosão eficaz, quantitativo e em tempo real.
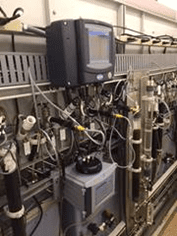
Fig. 2. Um nefelômetro instalado em um painel de amostras de água/vapor. Foto por cortesia da Hach.
Quando devidamente calibradas, as unidades de medição nefelométrica fornecidas pelo instrumento podem ser correlacionadas aos valores totais de concentração de ferro. A concentração de ferro da água de alimentação é um indicador direto da corrosão do aço. Contudo, qualquer uma das várias espécies pode estar presente, dependendo da química da água de alimentação empregada no processo. Elas incluem Fe3O4 (magnetita, cor preta-cinza), óxido férrico (III) (hematita, cor vermelha) e uma concentração normalmente pequena de ferro dissolvido. Cada uma dessas espécies produz uma resposta nefelométrica diferente à luz visível. A magnetita preta absorve mais e reflete menos luz que a hematita vermelha. O ferro dissolvido não produz nenhuma resposta nefelométrica. Além disso, produtos de corrosão variam em tamanho, de submicron a 10 μm de diâmetro, com diâmetro médio de 1 μm. [2] Essa faixa de tamanho representa outro desafio para o monitoramento de partículas porque os nefelômetros respondem de forma diferente a diferentes tamanhos de partícula.
Essas variáveis tornam impossível criar uma calibração nefelométrica universal para a quantificação de produtos de corrosão. Uma calibração adequada para um local de amostra específico, com características de corrosão próprias, não será precisa para uma aplicação diferente, com parâmetros diferentes. Portanto, a quantificação do ferro total por nefelometria deve ser realizada por meio de calibração específica para o local.
Água do evaporador (caldeira)
A amostragem de água do evaporador é fundamental por vários motivos. Primeiro, controle e/ou monitoramento químico de baixa qualidade podem permitir o transporte inaceitável de excesso de impurezas para o vapor. Em segundo lugar, a maioria dos HRSGs é composta por unidades de multipressão, em que a química em cada circuito é diferente de outros circuitos. Um monitoramento abrangente é necessário para garantir a química adequada em todo o gerador de vapor. Em terceiro lugar, o fluxos de calor mais altos ocorrem dentro dos evaporadores e, particularmente, do evaporador HP, de HRSGs. Os efeitos da entrada de impureza ou de química de baixa qualidade são amplificados nesses circuitos. Considere o problema clássico do dano por hidrogênio, que, há décadas, assola as unidades de alta pressão.
Nesse mecanismo, o agente corrosivo mais grave, o cloro, que ingressa durante um vazamento do resfriamento, pode se concentrar embaixo dos depósitos nos tubos da parede de água e gerar ácido. A seguinte equação resume um mecanismo comum:

A geração de ácido é problemática por si só, mas os átomos de hidrogênio muito pequenos penetram na matriz de aço e, em seguida, reagem com o carbono no aço.
A formação de moléculas de metano volumosas induz a formação de rachaduras, o que pode provocar falhas com muito pouca perda de metal.

Fig. 3. Dano por hidrogênio. Observe a falha de corte grosso, mostrando pouca perda de metal.
O autor Brad Buecker observou diretamente os seguintes efeitos dos danos graves causados por hidrogênio em um gerador de vapor convencional de 1.250 psig em que a corrosão extensa exigiu substituição completa dos tubos da parede de água. [3] O dano por hidrogênio continua sendo um dos principais mecanismos de corrosão nos geradores de vapor modernos e é por isso que, como a lista abaixo indica, é necessário desligar imediatamente a unidade se o pH da água da caldeira cair abaixo de 8,0.
As análises recomendadas de água da caldeira incluem:
- pH (<8,0, desligamento imediato da caldeira)
- CACE
- Condutividade específica
- Cloro
- Sílica
- Fosfato (para as unidades em que ocorre o tratamento com fosfato)
- Ferro: <5 ppb
É possível notar que não há limites diretos para a maioria dos parâmetros, com exceção de um limite inferior “fatal” para o pH. Isso se deve ao fato de que os limites ou faixas de controle são variáveis com base na pressão da caldeira. As diretrizes do EPRI e da IAPWS apresentam detalhes sobre como calcular as faixas adequadas de cada sistema, em que alguns ajustes podem ser necessários com base nos dados operacionais.
É necessário comentar sobre o fosfato. Há décadas, o fosfato trissódico (Na3PO4) é um elemento central do tratamento de água de caldeira em muitas unidades de tambor. Porém, é difícil controlar a concentração de fosfato por conta da solubilidade reversa do composto, conhecida como “hideout”, acima de 300 ºF. Algumas equipes de plantas, principalmente no setor de energia, mudaram para uma alimentação cáustica (NaOH) para eliminar o hideout de fosfato, mas é necessário muito cuidado com esses programas para prevenir a corrosão cáustica dos tubos de paredes de água. Para evitar esses problemas, a inclusão de um polidor de condensado no projeto da unidade oferece a oportunidade de eliminar fosfato ou o agente cáustico do programa de tratamento de água.
Vapor
As medições de pureza do vapor são extremamente importantes, em grande parte porque a turbina é o equipamento mais caro e mais finamente usinado de todo o sistema. O depósito de contaminantes nas hélices da turbina pode resultar em corrosão e possíveis falhas, que representam uma situação possivelmente catastrófica com a turbina girando a milhares de rpm. Os parâmetros essenciais de monitoramento incluem:
- CACE: ≤0,2 µS/cm
- Sódio: ≤2 ppb
- Sílica: ≤10 ppb
O sódio é uma indicação direta de arraste de sais ou de hidróxido de sódio com o vapor. Os sais são depositados nas últimas linhas da turbina de baixa pressão, onde podem causar corrosão puntiforme e subsequente rachaduras de corrosão por esforço (stress corrosion cracking, SCC) e fadiga por corrosão (corrosion fatigue, CF) das hélices e rotores da turbina. O arraste de hidróxido de sódio é uma questão muito séria, pois o agente cáustico pode induzir rapidamente a SCC dos componentes da turbina.
A CACE oferece uma medida indireta do arraste de cloro e sulfato, e o valor ≤0,2 µS/cm tem sido uma diretriz de longa data para os fabricantes de turbina. No entanto, a precisão da CACE é suspeita para o cloro e o sulfato. Atualmente, há instrumentação confiável para monitorar níveis de resíduos dessas duas impurezas. [4] Os limites atuais recomendados para cloro e sulfato são de 2 ppb, mas em uma unidade bem operada eles podem e devem ser muito menores.
Há muito se sabe que a sílica no vapor se precipita nas hélices da turbina. Embora o composto não seja corrosivo, ele pode influenciar a aerodinâmica e reduzir a eficiência da turbina. Daí, o limite de 10 ppb recomendado acima.
Vários pontos amostragem de vapor estão disponíveis nas unidades de geração. Eles incluem amostra de vapor saturado, principal e de reaquecimento. O vapor principal e o vapor de reaquecimento são os mais importantes, pois fornecem dados sobre impurezas que entram diretamente na turbina, o que também pode vir da água de atemperação contaminada. A análise do vapor saturado é menos importante em regime contínuo, mas pode ser valiosa quando feita periodicamente para verificar questões de arraste mecânico a partir dos tubulões de vapor, sendo uma causa comum disso os separadores de umidade danificados ou sem funcionar nos tubulões. O monitoramento de sódio é melhor para essa avaliação.
Isenção de responsabilidade: Essa discussão representa uma boa prática de engenharia desenvolvida durante muitos anos de pesquisa e experiência prática. Contudo, é responsabilidade dos proprietários da planta desenvolver sistemas de monitoramento confiáveis, baseados na consultoria de especialistas do setor. Muitos detalhes adicionais fazem parte do projeto e da consequente operação de um sistema de amostragem química de água/vapor.
Referências
- Buecker, B., Kuruc, K. e L. Johnson, “Os benefícios integrais do monitoramento de ferro para controle químico de geração de vapor”; Power Engineering, janeiro 2019.
- Kuruc, K. e L. Johnson, “New Findings on Monitoring Flow-Accelerated Corrosion”; relatório do 35th Annual Electric Utility Chemistry Workshop, de 2 de junho-4, 2015, Champaign, Illinois.
- B. Buecker, “Condenser Chemistry and Performance Monitoring: A Critical Necessity for Reliable Steam Plant Operation”; Proceedings of the 60th Annual International Water Conference, 18 de outubro-20, 1999, Pittsburgh, Pensilvânia.
- B. Buecker, “Um avanço no monitoramento químico da turbina a vapor”; Power Engineering, março 2018.

Sobre o autor: Brad Buecker é publicitário técnico sênior da ChemTreat. Ele tem 35 anos de experiência direta ou indiretamente ligada ao setor de energia, grande parte dela em cargos relacionados a química de geração de vapor, tratamento de água, controle de qualidade de ar e engenharia de resultados na City Water, Light & Power (Springfield, Illinois) e na estação La Cygne da Kansas City Power & Light Company. Ele também trabalhou dois anos como supervisor de água/água residual em uma planta química. Buecker é bacharel em química pela Iowa State University, com curso complementar em mecânica de fluidos, energia e equilíbrio de materiais, e química inorgânica avançada. Ele é membro da American Chemical Society, do American Institute of Chemical Engineers, da American Society of Mechanical Engineers, da Association of Iron and Steel Technology, do Cooling Technology Institute (por meio da associação corporativa), da National Association of Corrosion Engineers, do comitê de planejamento do Electric Utility Chemistry Workshop, do Power Plant & Environmental Chemistry Committee patrocinado pelo EPRI e do comitê de planejamento da Power-Gen International. Buecker é autor de muitos artigos e de três livros sobre tópicos relacionados a usinas de energia e química de água/vapor. Seu e-mail para contato é bradley.buecker@chemtreat.com.

Ken Kuruc é gerente de contas industriais de energia fóssil da Hach. Ele tem 25 anos de experiência profissional na indústria de energia, principalmente em ciclo de vapor. Seu foco nos primeiros anos foram os gases dissolvidos para monitoramento de corrosão, como parte da Orbisphere, que desde então foi integrada à Hach. Kuruc tem bacharelado em ciências químicas pela John Carroll University (University Heights, OH) e já foi palestrante sobre esse assunto, além de outros, em conferências de energia nos EUA. Seu e-mail para contato é kkuruc@hach.com.
Esse artigo foi originalmente publicado na revista Power Engineering e republicado com sua permissão. Clique aqui para lê-lo no site da Power Engineering.
Para ler o artigo em espanhol, clique aqui.
Para ler o artigo em português, clique aqui.
