Introdução a caldeiras industriais e sistemas de geração de vapor
O vapor é um meio de transferência de energia fundamental e amplamente utilizado. Os sistemas de vapor geram eletricidade, fornecem energia para trocadores de calor industriais, produzem energia mecânica para propulsão de embarcações navais e comerciais e servem como fonte de energia para aquecimento comercial e residencial; a lista continua.
As caldeiras a vapor variam em tamanho, desde pequenas empresas até algumas que são de vários andares de altura para produzir eletricidade. As pressões de operação podem variar de pouco mais do que a atmosférica a 2.800 psi em caldeiras de tambores grandes e 4.500 psi ou talvez até mais em unidades ultra-supercríticas de ponta.
Índice
Introdução a caldeiras industriais e sistemas de geração de vapor
Projeto do sistema de caldeira e vapor
Caldeiras especiais
Química de geração de vapor
A evolução do tratamento de água para caldeiras elétricas
Métodos de tratamento interno para geradores de vapor industriais
Layup de caldeira
Devolvendo a caldeira ao serviço
Limpeza química de geradores de vapor
Sistemas de vapor e química
Química do vapor
Problemas adicionais de superaquecedor/reaquecedor
Anexo 4-1
Anexo 4-2
Referências
Projeto do sistema de caldeira e vapor
Embora todos os geradores de vapor tenham semelhanças, um ponto importante de diferenciação é se o vapor é utilizado exclusivamente para o processo e aquecimento do equipamento ou se aciona turbinas para produção de energia elétrica ou mecânica. Como será descrito, essa diferença tem impactos significativos em vários fatores, incluindo diretrizes para pureza da água de reposição, seleção de programas de tratamento químico pré-fervura e caldeira e requisitos de pureza do vapor. A Figura 4.1 é um fluxograma básico de um sistema de geração de vapor industrial comum.
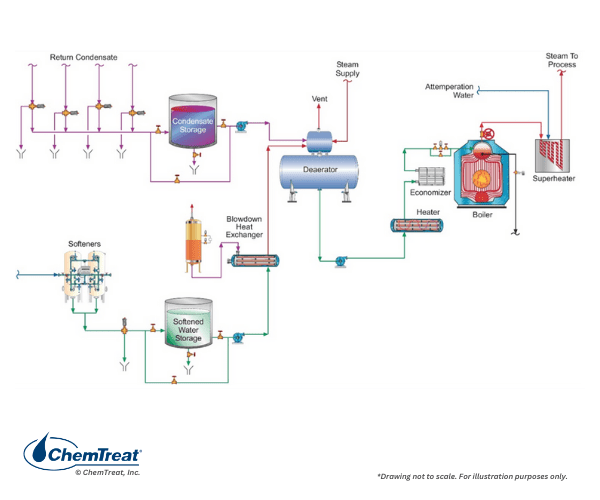
Os principais componentes deste sistema são:
- Tratamento de água de reposição para remover impurezas nocivas. As técnicas variam de amaciamento simples, como mostrado aqui, a água desmineralizada de alta pureza. A extensão do tratamento de reposição depende em grande parte da pressão do sistema, mas inclui outros fatores, como será descrito neste capítulo e já foi mencionado no Capítulo 3.
- Retorno de condensado de vários processos da fábrica.
- Um desaerador mecânico para remover gases não condensáveis, mais notavelmente oxigênio dissolvido, da água de reposição e retorno de condensado. Um desaerador também serve como aquecedor de água de alimentação e inclui um recipiente de armazenamento para capacidade de reserva de água de alimentação.
- Bomba(s) de água de alimentação para aumentar a pressão acima da pressão da caldeira.
- Um gerador de vapor, muitas vezes incluindo um superaquecedor
- Usuários de vapor que podem incluir turbinas, recipientes de reação, recaldeiras ou muitas outras variedades de trocadores de calor.
Noções básicas sobre vapor
Considere um exemplo diário de um recipiente aberto de água ao nível do mar. Aqui, à pressão atmosférica padrão (14,7 psia), a água ferve a uma temperatura de 212°F. A energia necessária para elevar a temperatura para 212 °F é chamada de “calor sensível”. O aquecimento adicional não aumenta a temperatura, mas converte água líquida em vapor. Isso é conhecido como o calor latente da vaporização, que é quase 1.150 Btu/lbm para água ao nível do mar. 212 °F é a temperatura de saturação nessas condições.
Se este recipiente fosse equipado com uma tampa vedável (um exemplo comum de casa é uma panela de pressão), a temperatura do ponto de ebulição aumentaria. Por exemplo, dobrar a pressão dentro do vaso aumenta a temperatura do ponto de ebulição para 249°F. Esse princípio é a base fundamental por trás das caldeiras industriais e de energia que produzem vapor a pressões e temperaturas acima da atmosférica.
As propriedades termodinâmicas do vapor foram cuidadosamente compiladas em tabelas de vapor que podem ser encontradas em numerosas referências, incluindo #1, #2 e #5 deste capítulo. A Figura 4.3 abaixo oferece um exemplo representativo de dados nas tabelas de vapor.
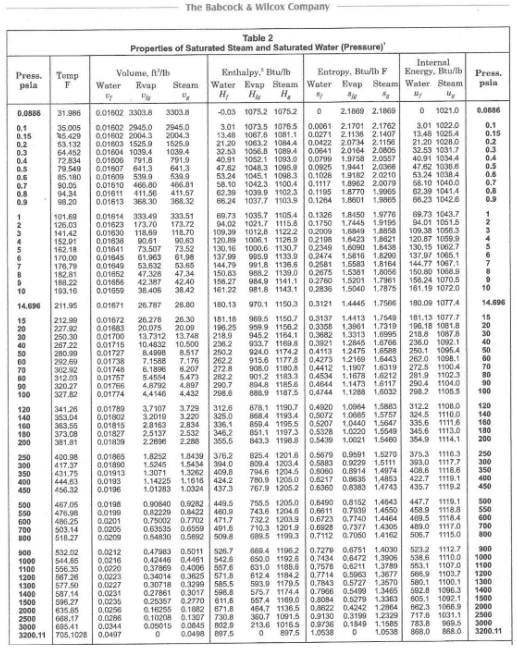
As duas primeiras colunas são valores de referência para temperatura e pressão. A seguir, estão os dados correspondentes para líquido e vapor de volume específico ( ), entalpia (H , o conteúdo total de energia), entropia (s ) e energia interna (μ). O último é a energia composta por rotações atômicas e moleculares e vibrações. Representa a energia central do fluido. A entalpia tem energia interna como base, mas é um valor derivado que representa a energia total disponível. A entalpia é muito mais útil para cálculos de transferência de energia do que a energia interna sozinha.
A entropia é frequentemente um conceito difícil de entender, mas uma explicação comum é que cada sistema prossegue na direção do aumento do distúrbio. Se um frasco de perfume for aberto, o aroma permeará uma sala. Uma xícara quente de café irradia calor para a cozinha, não vice-versa. A energia é necessária para retornar o estado de um processo a um estado anterior e, para qualquer processo, a entropia total sempre aumenta. Um exemplo clássico é uma geladeira. A entropia do conteúdo do refrigerador diminui à medida que são resfriados, mas o aumento na alteração geral da entropia devido à transferência de calor do compressor para o ambiente é maior (ΔS>0). Em aplicações de vapor, os valores de entropia das tabelas podem ser utilizados para calcular a quantidade de energia indisponível para fazer o trabalho. Fatores comuns que aumentam a entropia incluem atrito, calor escapando do limite de um sistema e outros.
Um item a ser observado na Figura 4.3 é o aumento na temperatura de saturação com o aumento da pressão. Por exemplo, o ponto de ebulição da água a 2.500 psi é 668,17°F. A temperatura e a pressão têm um impacto importante na escolha da química de tratamento de água de caldeira, como será discutido nas seções posteriores. Outro aspecto é que a água e o vapor se tornam uma fase única em pressão/temperatura supercrítica (3.200 psi/705°F) e acima. Não pode haver separação vapor/líquido em uma caldeira do tipo tambor, de modo que o projeto não funcione para condições supercríticas. Caldeiras de passagem única são a única opção.
Para muitas aplicações de vapor, especialmente unidades de energia que acionam turbinas, o vapor saturado sem superaquecimento é inaceitável, pois a condensação ocorreria quando o vapor começasse a funcionar. Gotículas de água podem danificar gravemente as lâminas da turbina. Assim, muitas caldeiras são equipadas com superaquecedores para elevar as temperaturas do vapor bem acima da saturação. As tabelas de vapor também incluem dados para vapor superaquecido, um exemplo do qual é mostrado na Figura 4.4.
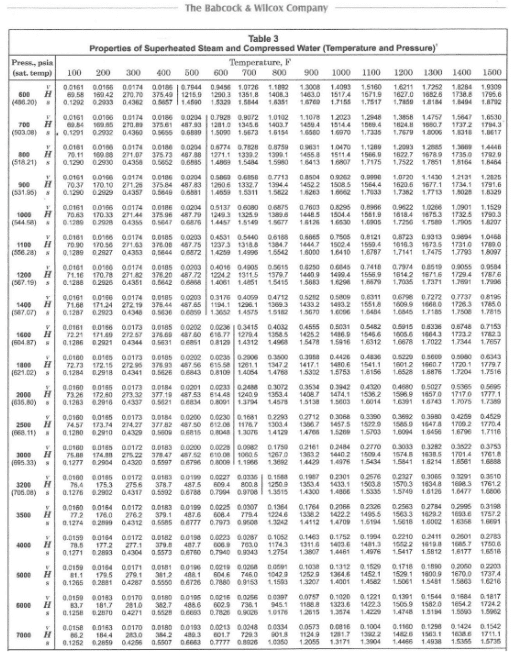
Essencialmente, apenas a energia de superaquecimento é utilizada em turbinas elétricas, com o calor latente sendo descartado no ambiente na exaustão da turbina. A eficiência termodinâmica aprimorada levou ao crescimento de plantas de cogeração e ciclo combinado, que utilizam grande parte do calor latente.
Aspectos do projeto do gerador de vapor
Caldeiras, é claro, exigem calor e água para produzir vapor. A fonte de calor é geralmente combustão de combustível dentro do forno, mas em algumas aplicações, a combustão ocorre separadamente do gerador de vapor e o calor de exaustão gera vapor em uma caldeira separada. Um exemplo comum é um gerador de energia de ciclo combinado, onde uma parte da energia total é produzida por uma turbina a gás semelhante a um motor a jato. O gás de escape da turbina fornece energia para geradores de vapor de recuperação de calor (HRSGs). A fonte de calor também pode ser gases quentes de um processo químico referido como caldeiras de calor residual e discutido mais tarde.
Três tipos de transferência de calor ocorrem em caldeiras convencionais. Na própria fornalha, um importante mecanismo de transferência de calor é a energia radiante. O aquecimento por convecção é a segunda forma de transferência de energia, em que os gases quentes, por meio do movimento físico gerado pelos ventiladores da caldeira, entram em contato com os tubos da caldeira e trocadores de calor adicionais, como superaquecedores, economizadores e assim por diante. O aquecimento por convecção é o principal mecanismo de transferência de energia para HRSGs de ciclo combinado, embora muitos HRSGs estejam equipados com queimadores de dutos para fornecer calor adicional durante períodos de pico de demanda. A terceira forma de transferência de calor é a condução, que é a transferência de energia cinética de molécula para molécula dentro de tubos de caldeira do lado do forno para o lado da água/vapor.
As caldeiras são normalmente categorizadas pelos seguintes critérios:
- Função, por exemplo, apenas vapor de processo ou operação/cogeração da turbina de potência
- Tipo de combustível
- Disposição de parede de água ou tubo de fogo
- Tipo tambor ou de passagem única
- Para caldeiras do tipo tambor, circulação natural ou forçada
- Pressão
- Tamanho/taxa de vapor
- Disparado diretamente ou alimentado com calor residual
Função: Como as caldeiras são utilizadas e o serviço que elas realizam. Eles fornecem vapor apenas para aquecimento de processo ou para turbinas? Além disso, as caldeiras são estacionárias ou móveis, como aplicações marítimas?
Tipo de combustível: Muitas caldeiras industriais são acionadas com gás natural. Ele queima mais limpo do que outros combustíveis fósseis e se tornou barato, sujeito a fatores geopolíticos. Em meados do século XX, a construção de caldeiras a carvão era comum, já que o carvão era um combustível barato e abundante. Preocupações sobre as emissões de ar e água das usinas a carvão, juntamente com questões econômicas, levaram a um declínio acentuado na operação das usinas a carvão. A energia renovável preencheu parte da lacuna na produção de energia, com grande parte do restante sendo ocupado pela geração de energia de ciclo combinado que utiliza gás natural. Poucas unidades são acionadas a óleo e não serão mais consideradas neste capítulo.
Fogo ou tubo de água: Em caldeiras de tubos de incêndio, o gás de combustão flui através dos tubos, que são cercados por água contida em uma carcaça. O oposto é verdadeiro para caldeiras de tubo de água, como indicam os diagramas a seguir.
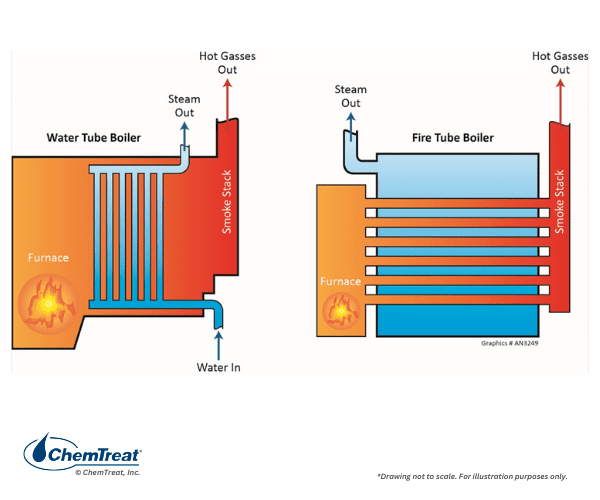
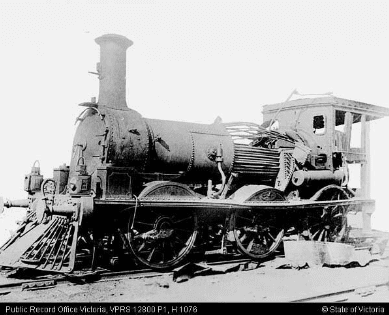
Os tubos de diâmetro grande e o comprimento curto das caldeiras de tubos de incêndio garantem uma queda de baixa pressão no lado do gás. Eles são a classe mais antiga de caldeiras comerciais e foram o projeto básico para locomotivas a vapor dos séculos XIX e XX.
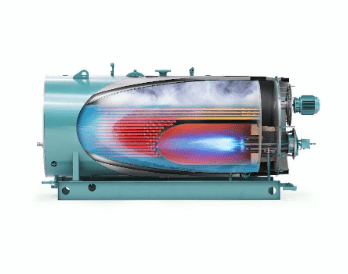
As caldeiras Firetube geralmente têm pressão limitada a 200 psi e um máximo de 20.000 libras de produção de vapor por hora. As caldeiras de tubo de água podem operar em pressões e saídas de vapor muito mais altas, com temperaturas de vapor de até 1.050 °F ou talvez até mais altas em alguns projetos avançados de energia.
As caldeiras Firetube têm um grande volume de água de caldeira em relação à produção de vapor e, portanto, podem armazenar energia, o que fornece taxas de vapor estáveis e operação suave. Os fornos podem ser internos ou externos. Muitas unidades de tubo de incêndio ainda estão em operação. Um dos mais populares é o projeto de tubo de retorno horizontal (HRT), onde o espaço de combustão é uma configuração de tubo de incêndio grande na parte inferior do tambor através do qual os gases de combustão passam e depois giram na parte traseira do forno e retornam através de tubos retos para a frente da caldeira.
As caldeiras Firetube são normalmente montadas na fábrica, incluindo queimadores, controles, ventiladores e bombas de água de alimentação, todos contidos em uma base como uma unidade de embalagem.
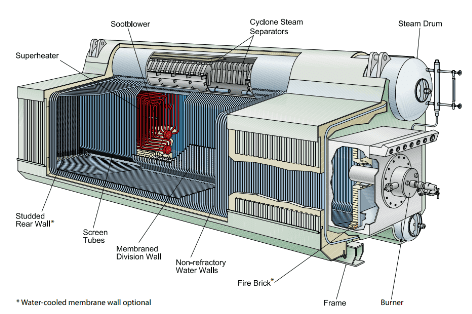
Caldeiras de alta pressão são quase sempre projetadas para tubos de água. O fluido flui através dos tubos de "parede de água", com o calor radiante e os gases quentes confinados ao exterior do tubo. Os tubos podem suportar pressões muito mais altas do que a carcaça externa das caldeiras de tubos de incêndio. De longe, o projeto mais comum é a caldeira tipo tambor com uma configuração básica mostrada nos dois diagramas a seguir.
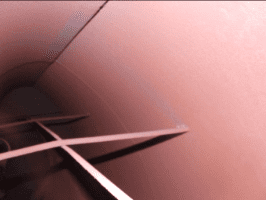
Os tubos de parede de água são normalmente fabricados em painéis de membrana que compreendem as paredes do gerador de vapor. Um recorte deste design é ilustrado abaixo.
As caldeiras de tubo de água têm um baixo volume de água de caldeira em relação à taxa de vaporização em comparação com os tipos de tubo de fogo. Consequentemente, essas caldeiras são mais sensíveis a mudanças na demanda e no nível da água, o que requer sistemas sofisticados de controle de nível e água de alimentação de alta pureza.
Caldeiras de calor residual: Em unidades de calor residual, a energia vem dos gases de escape de uma fonte de combustão externa. A maioria das usinas de energia modernas são unidades de ciclo combinado, com a maior parte da energia produzida em uma turbina a gás (o ciclo termodinâmico de Brayton) e o restante por meio da produção de vapor em HRSGs aquecidos por exaustão da turbina a combustão. O último é o ciclo termodinâmico clássico de Rankine. A maioria dos HRSGs tem um projeto de pressão múltipla com várias caldeiras (o termo comum são evaporadores). Detalhes adicionais do HRSG são fornecidos mais adiante neste capítulo.
Pressão: Caldeiras industriais e elétricas operam em todo o espectro, desde logo acima da pressão atmosférica até condições supercríticas, dependendo dos requisitos de vapor. A pressão e a temperatura do vapor são os principais fatores na seleção do tipo de caldeira. Como as seções posteriores descreverão, esses fatores também influenciam muito os requisitos de tratamento de água de reposição e a química do tratamento do processo. Uma pergunta frequente é: “Qual é a delineação entre geradores de vapor de baixa e alta pressão?” A resposta não é clara, e a literatura oferece pensamentos diferentes. 900 psi é essencialmente a pressão mínima para a produção de energia. Em plantas como siderúrgicas integradas, o vapor a uma pressão de 700 psi pode ser suficiente para acionar as turbinas que produzem ar para altos-fornos. Alguns consideram que qualquer unidade que não produza vapor para a operação da turbina é de baixa pressão, com uma faixa geral de 600 psi até ligeiramente acima da atmosférica, embora esta possa ser simplesmente caldeiras para sistemas de aquecimento de edifícios.
Tamanho/capacidade: Caldeiras pequenas de tubo de incêndio são frequentemente classificadas em potência. Nos EUA, a produção de vapor em caldeiras maiores é expressa em milhares de libras por hora. O projeto a carvão mostrado no Apêndice 4-1 produz, com carga máxima normal, mais de 4M de libras por hora, mas as caldeiras elétricas normalmente são classificadas em produção elétrica, que nesse exemplo é bruta de 593.230 quilowatts (kW).
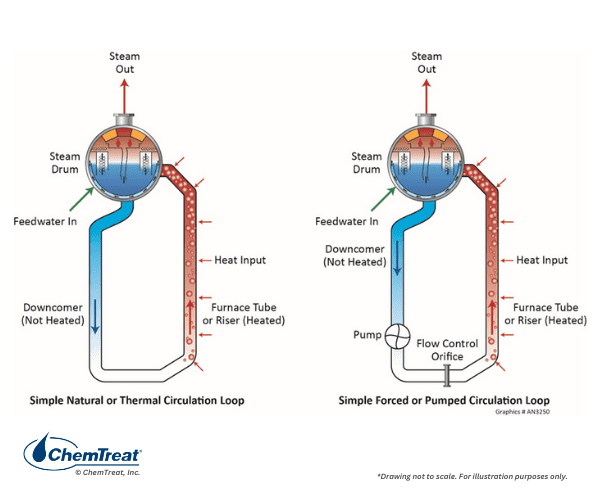
Circulação de água natural ou forçada: A circulação de água da caldeira em unidades de tambor pode ser natural ou forçada, como ilustra a Figura 4.7. A circulação natural é frequentemente o padrão de projeto em caldeiras menores, com um diâmetro típico de tubo de parede d'água de 2–3 polegadas. A diferença na densidade entre o fluido nos tubos de linha descendente não aquecidos e os tubos riser aquecidos induz o fluxo. Para caldeiras de grandes tambores, e particularmente para muitas unidades a carvão do passado, a circulação forçada era padrão. É vital nos geradores de vapor manter a ebulição da nucleação, onde apenas pequenas bolhas de vapor se formam nas superfícies do tubo e são então lavadas pela água circulante. Problemas surgem se grandes bolhas de vapor se formarem e se desenvolverem em uma película nos tubos da caldeira.
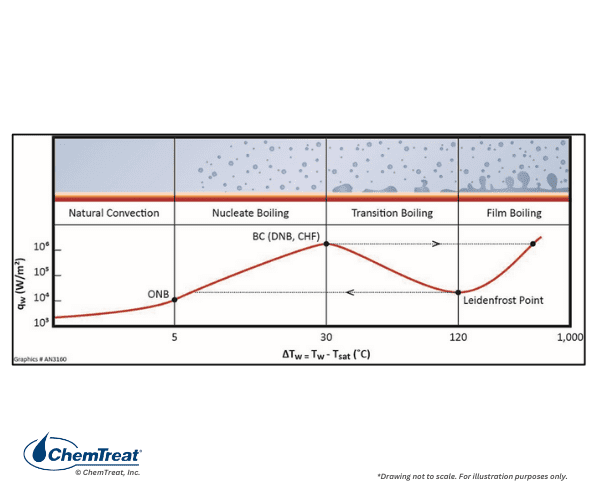
A saída da ebulição nucleada (DNB) pode reduzir o resfriamento, de modo que o superaquecimento do tubo possa ocorrer. A circulação forçada é necessária em caldeiras grandes e de alta temperatura para minimizar a ebulição não nucleada. Além disso, a circulação forçada permite diâmetros menores do tubo e pressões correspondentes mais altas.
Projetos comuns de caldeiras industriais
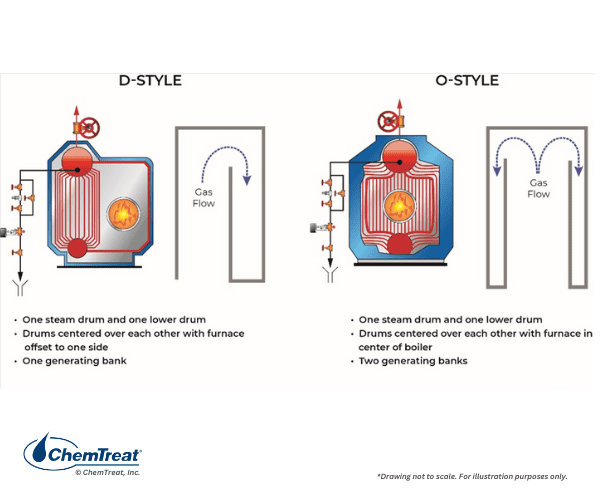
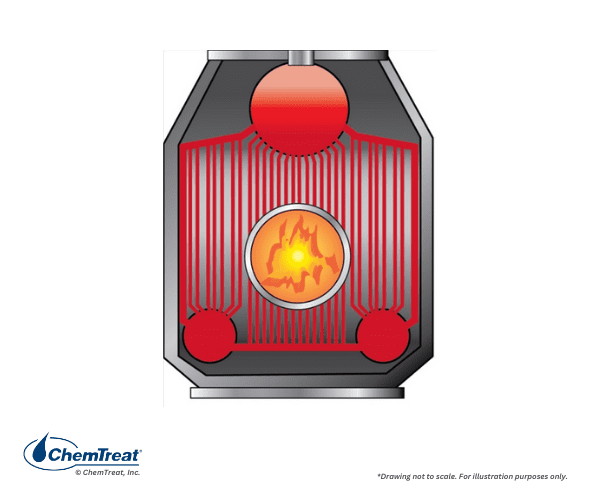
As próximas seções ilustram muitos dos projetos de caldeiras mais populares. Algumas classes de caldeiras de tubo de água industriais comuns são D-Style e O-Style, ambos com um único tambor de vapor e de lama, e A-Style com um único tambor de vapor e dois tambores de lama. As ilustrações a seguir são exemplos dessas caldeiras de tubo de água.
A figura abaixo mostra uma vista lateral de uma caldeira industrial comum, ilustrando como os queimadores são frequentemente dispostos nessas unidades.
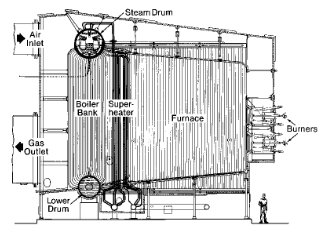
O gás natural é o combustível mais comum para caldeiras industriais modernas. Algumas caldeiras mais antigas a óleo ainda podem estar em operação. Em fábricas ou refinarias químicas, elas também podem queimar combustíveis residuais, muitas vezes em combinação com gás natural.

DEVOLVER CONDENSADO PARA CALDEIRAS A VAPOR RESULTA EM ECONOMIA DE CUSTOS E EMISSÕES REDUZIDAS DE CO2 PARA A PLANTA DE DECAPAGEM DE AÇO
Caldeiras especiais
Muitos tipos de caldeiras especiais atendem à indústria leve. Embora algumas dessas caldeiras, por exemplo, unidades Clayton e Miura, produzam vapor, algumas são apenas geradores de água quente. Os principais critérios de seleção para novas caldeiras de qualquer tipo incluem:
- Quantidade, pressão, temperatura, qualidade e pureza do vapor necessários
- Flexibilidade na operação, particularmente variabilidade da carga
- Outros critérios, como disponibilidade, sentar, permitir e outros
Caldeiras elétricas foram introduzidas em 1905, mas não há muitas em serviço agora. Sua principal vantagem é que o vapor pode ser gerado sem o combustível, cinzas, gás de combustão e outros problemas das unidades convencionais. A maioria é pequena em termos de pressão e geração de vapor, mas pode variar até 450 psi com 175.000 libras por hora de produção.
Quando se trata de unidades especializadas acionadas diretamente, as caldeiras Clayton oferecem menor custo de capital, uma pequena área ocupada, resposta rápida e eficiência de combustível em relação às caldeiras convencionais de tubo de incêndio ou tubo de água em algumas situações. O gerador de vapor tipo bobina, como mostrado abaixo, é típico.
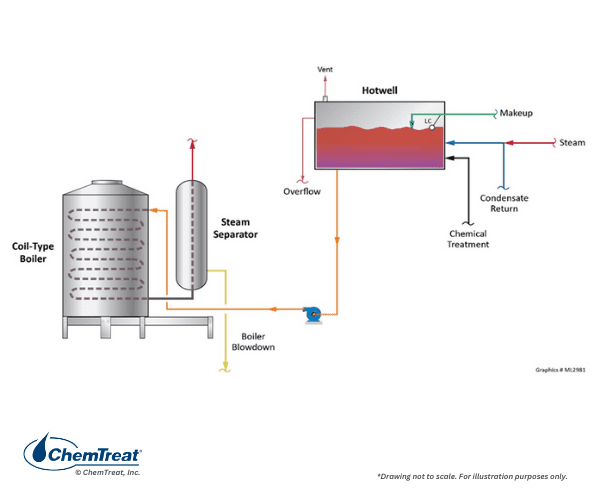
As caldeiras Clayton têm um trocador de calor helicoidal para aquecer água de fluxo forçado de passagem única. A água se move contra corrente para o fluxo dos gases de combustão, fornecendo alta eficiência de combustível para vapor. A taxa de disparo da caldeira regula o fluxo de água de alimentação; quanto maior a taxa de disparo, maior o fluxo de água. Um separador de vapor mecânico remove a umidade residual à medida que a água sai da bobina.
Uma unidade de 1.000 HP (vapor de 34.500 pph) é considerada grande. As pressões de vapor são limitadas a aproximadamente 600 psi, embora a maioria das unidades opere bem abaixo dessa pressão. Dada a ausência de um tambor de vapor convencional e apenas a separação mínima de vapor, um gerador de vapor deste tipo pode exigir equipamentos adicionais de separação de vapor/água para produção de vapor de alta qualidade (>99,5%).
Água de reposição amaciada consistente é fundamental. Amaciantes duplos regenerados automaticamente são altamente recomendados. As perturbações de dureza devido à operação defeituosa do amaciador de maquiagem podem resultar em falhas do tubo devido à formação de incrustações na bobina de aquecimento. Para o tratamento interno de água de caldeira, programas precipitantes, por exemplo, à base de fosfato, não são recomendados devido ao pequeno tubo, projeto de passagem única, com suas restrições de fluxo de água e alto fluxo de calor. As concentrações de oxigênio dissolvido (D.O.) podem ser altas nessas unidades, o que geralmente elimina os programas de tratamento com quelantes.
Alguns sistemas podem ter um receptor de condensado semifechado (SCCR), que apresenta possíveis problemas de corrosão por oxigênio que podem exigir maior dosagem de sequestrante durante interrupções.
A Miura oferece duas classes de caldeiras: Caldeiras a vapor a gás LX e caldeiras a vapor de combustível duplo EX. A série LX são caldeiras de alta eficiência que operam com gás natural, propano ou ambos.

Dependendo do modelo, várias pressões estão disponíveis, incluindo pressão operacional máxima permitida (MAWP) de 300 psi, MAWP de 170 psi e MAWP de 15 psi. Juntamente com a alta eficiência, outras vantagens sobre as caldeiras de tubos de incêndio incluem:
- Inicialização rápida: unidades podem fazer a transição de partida a frio para vapor total em menos de cinco minutos
- Menor área ocupada: as caldeiras têm uma pegada significativamente menor do que as caldeiras convencionais de tubo de incêndio
- Baixas emissões de gás de combustão NOx: alguns modelos são classificados para até 9 ppm
A série Miura EX foi projetada para instalações que devem ter uma fonte de combustível secundária. Embora essas caldeiras possam operar com gás natural e propano, como o tipo LX, elas também podem ser acionadas com óleo combustível no 2. Vários modelos da série EX oferecem uma série de pressões operacionais, incluindo MAWP de 300 psi, MAWP de 250 psi e MAWP de 170 psi. Assim como ocorre com as caldeiras Clayton, são necessários o tratamento de reposição adequado e programas de água de caldeira interna bem administrados e práticas de manutenção.
Uma nova classe de caldeiras, como as da Patterson-Kelley, tem trocadores de calor de alumínio. Essas unidades geralmente não produzem vapor, mas apenas água quente. Trocadores de calor de alumínio e liga de alumínio têm certas vantagens em relação ao aço macio, incluindo:
- Alta condutividade térmica
- Resistência à corrosão
- Peso mais leve
- Pegadas menores
Normalmente, os fabricantes desses dispositivos de troca de calor recomendam uma faixa de pH de talvez 6,0–8,5, que está abaixo da faixa típica recomendada para sistemas convencionais de caldeira e água quente. Isso pode apresentar problemas se os trocadores de calor de alumínio estiverem instalados em sistemas com equipamentos de aço e liga de cobre. Operar em pH mais baixo para proteger o alumínio aumenta o potencial de corrosão dos outros materiais. Além disso, a presença de vários metais diferentes em um sistema pode configurar locais para corrosão galvânica.
Silicatos, nitritos/nitratos, azóis e molibdênio foram todos utilizados para o tratamento de caldeiras de água quente, muitas vezes em uma mistura de vários compostos. O fosfato não é recomendado em sistemas contendo componentes de alumínio. Assim como ocorre com outras caldeiras, é necessário um tratamento de reposição adequado. O proprietário/operadores devem consultar seu representante de tratamento de água para desenvolver um programa apropriado.
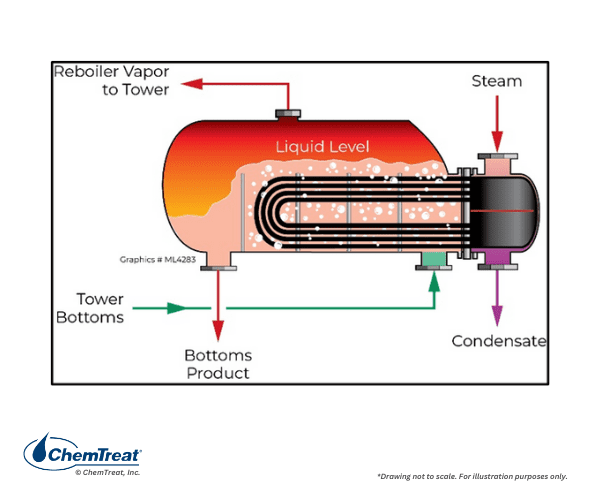
Reboilers são trocadores de calor que utilizam vapor (ou fluidos de processo quentes) para transferir energia para outros líquidos ou gases de processo. Um excelente exemplo é um reboiler no fundo de uma torre de destilação de refinaria. Fundamentalmente, as colunas de destilação separam os fluidos em frações, com frações mais leves se movendo para cima e frações mais pesadas na parte inferior. Os fundos são aquecidos em um reboiler para recuperar frações adicionais de isqueiro para processamento adicional. O vapor é uma fonte de calor comum para o reboiler.
Um reboiler de chaleira é mostrado na Figura 4.14. Muitas vezes, essas unidades são projetadas para circulação natural, mas algumas podem ter circulação forçada. Os reboilers a vapor enfrentam problemas de corrosão que podem ser induzidos por problemas de configuração, qualidade do vapor e química, incluindo dióxido de carbono (CO2) e entrada de oxigênio dissolvido, e controle de pH ruim.6
Chaleiras, reatores e processos de cuba revestidos são utilizados no processamento de alimentos e na fabricação de produtos químicos. Alguns têm contato direto com o vapor, onde o vapor se torna um componente do produto quando ele condensa e fornece energia. Outros sistemas são fechados, com vapor fluindo através de um trocador de calor tipo bobina ou revestido e condensado retornando à caldeira.
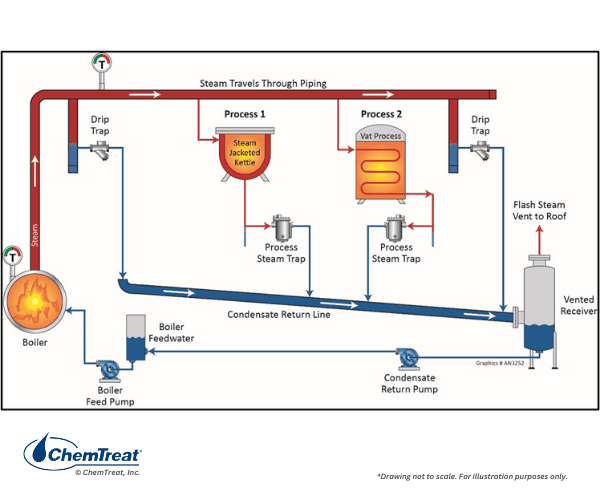
Este esquema também ilustra um componente muito importante de praticamente todos os sistemas de vapor: armadilhas de vapor. Algum vapor se condensa dentro do sistema e deve ser coletado para manter a eficiência e a confiabilidade do sistema. O American National Standards Institute (ANSI) define um coletor de vapor como uma “válvula autocontida que drena automaticamente o condensado de um compartimento contendo vapor enquanto permanece hermética para a perda de vapor vivo”.Se as armadilhas de vapor não forem mantidas corretamente, perdas financeiras significativas podem resultar da perda excessiva de vapor vivo devido a armadilhas com mau funcionamento. Por outro lado, o condensado que não é drenado adequadamente pode causar problemas de fluxo de vapor a jusante.
Caldeiras de geração de energia
Uma breve discussão sobre o projeto da planta de carvão é justificada neste momento, já que algumas dessas unidades ainda operam nos Estados Unidos e algumas ainda estão sendo construídas em outras regiões, principalmente na Ásia. Um exame do circuito completo de água de uma usina de carvão fornece informações valiosas sobre como os vários trocadores de calor dentro da rede são projetados para maximizar a eficiência e produzir vapor para a aplicação pretendida. Alguns detalhes importantes do trocador de calor a carvão serão então comparados e contrastados com os HRSGs das usinas de energia de ciclo combinado.
Projeto de planta a carvão
A necessidade de uma compreensão rigorosa do projeto e operação de usinas a carvão continua a diminuir, pois em muitos países essas unidades estão sendo desativadas. Dois fatores principais para o declínio do carvão são as preocupações relacionadas à liberação de dióxido de carbono e sua influência nas mudanças climáticas, e o fato de que o fornecimento de energia alternativa, como gás natural e fontes renováveis, se tornou muito mais viável economicamente. Além disso, questões ambientais envolvendo descargas de gás de combustão, cinzas e águas residuais e requisitos de controle de poluentes correspondentes para usinas de carvão podem influenciar significativamente a economia da operação da usina. Essas questões são abordadas mais extensivamente no Capítulo 5. No entanto, as usinas a carvão ainda estão espalhadas pelo mundo e, para gerentes de usinas, operadores e pessoal técnico nessas instalações, o monitoramento e controle adequados da química de geração de vapor continuam sendo um problema crítico.
Muitas caldeiras a carvão iniciais eram da variedade de fogões, onde pedaços de carvão eram carregados em uma grade, com ar soprado para cima através da grade para combustão. Projetos mais modernos utilizam uma grade móvel, na qual combustível fresco é carregado na entrada do forno e a grade se move continuamente através da zona de combustão. Cinzas são descarregadas na extremidade traseira da grade de deslocamento.
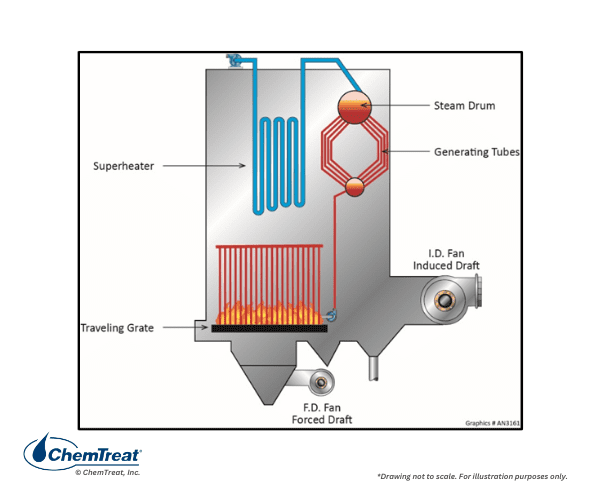
Caldeiras Stoker ainda existem e podem oferecer a melhor tecnologia para o disparo de combustíveis alternativos, como resíduos municipais e biomassa.
A maioria das unidades de carvão que permanecem nos Estados Unidos, e as que ainda estão sendo erguidas em outras partes do mundo, são do tipo carvão pulverizado, no qual o carvão é moído em pó fino e inflamado em queimadores nas paredes ou cantos do forno. A combustão ocorre muito rapidamente em unidades de carvão pulverizado. O Capítulo 5 fornece mais informações sobre propriedades e química do carvão e as cinzas produzidas a partir de unidades de carvão.
O período de pico para a construção de grandes usinas de carvão foi em meados do século XX, com unidades do tipo tambor sendo o projeto mais popular. O tamanho da caldeira variou de talvez 25 MW a quase 1.000 MW. A Figura 4.17 ilustra um projeto comum daquela época.
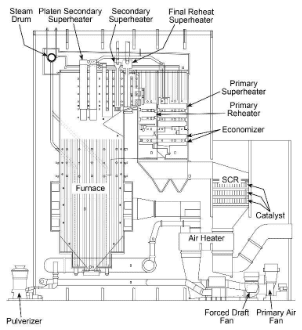
Imediatamente óbvia é a natureza vertical pronunciada da caldeira em comparação com caldeiras industriais a gás. O forno grande fornece tempo de permanência para queimar adequadamente o combustível sólido e distribuir calor para os tubos de parede de água. Observe a série de trocadores de calor que residem no caminho de gás a jusante do forno, incluindo as seções do superaquecedor, os superaquecedores de reaquecimento, o economizador e o aquecedor de ar. As funções desses trocadores de calor serão descritas em breve.
As dimensões da caldeira dependem não apenas da produção de vapor desejada, mas também do tipo de carvão sendo queimado. Durante o auge da construção de grandes plantas, muitas unidades foram projetadas para os carvões betuminosos de Illinois, Virgínia Ocidental e outros locais do leste. A combinação de alto teor de calor e componentes voláteis suficientes que inflamam rapidamente tornou o carvão betuminoso a melhor opção para muitas caldeiras. Mas o maior teor de enxofre da maioria dos carvões betuminosos induziu uma mudança de algumas usinas de energia para o carvão com baixo teor de enxofre da Bacia do Rio do Pó de Wyoming e Montana. O carvão PRB tem um teor de calor mais baixo do que o betuminoso, exigindo uma taxa de alimentação de combustível mais alta e maior volume de forno para produção equivalente de vapor. Finalmente, algumas usinas de energia foram colocadas diretamente adjacentes a grandes depósitos de carvão de lignita na Dakota do Norte e no Texas. A lignita normalmente tem o menor teor de calor de todos os carvões comerciais. A ampla variabilidade entre a química do carvão e o comportamento de escória das cinzas produzidas tem grande influência sobre o tamanho do forno. Uma ilustração do tamanho comparativo é mostrada abaixo.
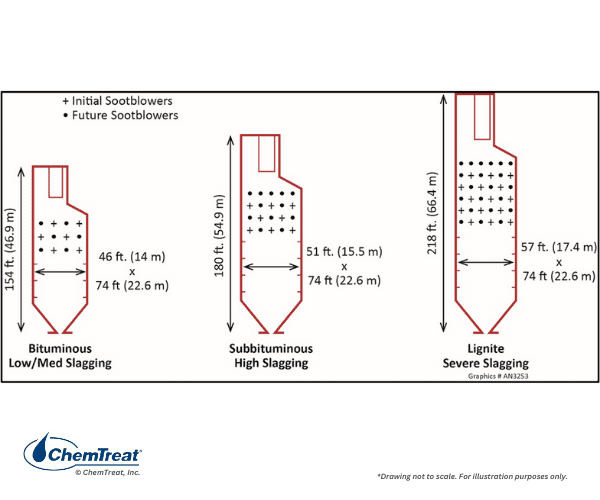
Caldeiras de combustível sólido são equipadas com sopradores de fuligem (geralmente vapor, mas às vezes movidos a ar) para controlar a formação de escória nas paredes do forno.
Detalhes adicionais sobre as propriedades do carvão podem ser encontrados no Capítulo 5. Enquanto isso, voltaremos nossa atenção para questões relacionadas a água e vapor relacionadas a essas unidades. A Figura 4.19 abaixo ilustra a rede de água/vapor de uma unidade de energia convencional.
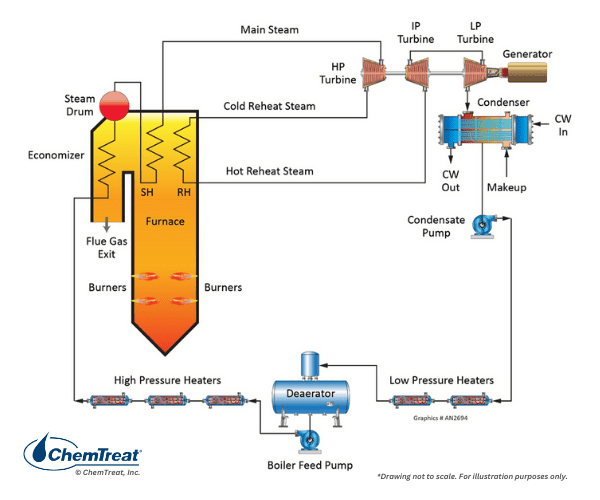
Consideraremos os vários trocadores de calor neste circuito, além da caldeira, que são todos projetados para aumentar a eficiência líquida e fornecer vapor da pressão e temperatura necessárias para a turbina.
Superaquecedores, Reaquecedores e Aquecedores de Água de Alimentação
Em unidades de tambor, o vapor que sai do tambor está em um estado saturado, o que significa que assim que o vapor funciona, ele começa a condensar. Alguns processos industriais são projetados para aquecimento por vapor saturado, com condensação direta do vapor em feixes de tubos ou em camisas de vapor, ou talvez até mesmo injeção direta de vapor para o processo. Tais aplicações recuperam o calor latente do vapor e, portanto, são termodinamicamente bastante eficientes. Mas para outras aplicações, e particularmente aquelas em que o vapor aciona uma turbina, a condensação precoce pode ser problemática. Uma regra geral para turbinas de potência é um limite de umidade de 8 a talvez 10% na exaustão da turbina de baixa pressão. Qualquer coisa maior pode causar erosão e danos graves à lâmina. (Detalhes adicionais sobre a operação da turbina a vapor são fornecidos mais adiante neste capítulo.)
Consequentemente, todos os geradores de energia a vapor e muitas caldeiras de alta pressão em fábricas industriais são equipados com superaquecedores e, geralmente para unidades de energia, reaquecem superaquecedores. Considere o sistema gerador de vapor descrito no Apêndice 4-1, com uma pressão de caldeira de 2.400 psi e uma temperatura de vapor superaquecido de 1.000 °F. A temperatura do vapor saturado é de 662°F com uma entalpia (Hg) de 1025,5 Btu/lbm. O grau de superaquecimento é, portanto, de 338°F. As mesas de vapor superaquecidas indicam uma entalpia de 1.458,8 Btu/lbm nessas condições. Essa diferença na entalpia (433,3 Btu/lbm) fornece a energia para acionar a turbina. Esses cálculos básicos mostram que a energia transferida é apenas cerca de um terço daquela contida no vapor principal. Grande parte do calor latente é perdido no condensador.
A maioria das caldeiras elétricas também inclui um reaquecedor de superaquecimento, ou reaquecedor, abreviadamente. O reaquecedor pega o vapor de escape da turbina de alta pressão e eleva a temperatura para as condições de vapor principais, embora em pressão reduzida. Para o exemplo mostrado no Apêndice 4-1, a pressão de reaquecimento é de 546 psi, que é cerca de um quinto da pressão de vapor principal. O reaquecedor tem duas finalidades. Primeiro, melhora a eficiência líquida geral da unidade em alguns por cento. Em segundo lugar, e ainda mais importante, está o impacto do reaquecimento do vapor nas condições de vapor de exaustão da turbina. Em uma caldeira com apenas superaquecimento do vapor principal, o teor de umidade na exaustão da turbina pode facilmente exceder a diretriz de 8–10% mencionada anteriormente. O reaquecimento a vapor reduz esse problema. Alguma umidade ainda se forma nas últimas fileiras das pás da turbina de baixa pressão (que podem apresentar problemas químicos, como será discutido), mas em níveis abaixo daqueles que causariam danos mecânicos preocupantes.
Observe os cinco aquecedores de água de alimentação fechados e o desaerador no circuito de condensado/água de alimentação da Figura 4.19. O número máximo de aquecedores de água de alimentação em unidades muito grandes pode atingir oito. O objetivo principal dos aquecedores, particularmente os aquecedores fechados, é a melhoria da eficiência. A fonte de energia para cada aquecedor é a extração de vapor da turbina. Considere uma unidade sem aquecimento da água de alimentação. Para todos os fins práticos, a turbina utiliza apenas a energia de superaquecimento do vapor, com o calor latente sendo perdido no condensador. Com o aquecimento da água de alimentação, essa parte do vapor fornecido a cada aquecedor já realizou algum trabalho na turbina. No entanto, a energia restante não é perdida no condensador, mas é diretamente transferida para a condensação e para a água de alimentação, reduzindo a quantidade de entrada de calor necessária na caldeira. O aquecimento da água de alimentação melhora a eficiência líquida em vários por cento.
O desaerador também é um aquecedor de água de alimentação, mas sua função está ligada ao controle químico da água de alimentação da caldeira e é discutida na seção química de condensado/água de alimentação mais tarde.
Outro trocador de calor comum em muitas caldeiras é o economizador. De acordo com a Figura 4.19 e o Anexo 4-1, os feixes de tubos economizadores estão situados no duto de gás de combustão após as seções do superaquecedor. O economizador extrai calor adicional do gás de combustão e basicamente serve como outro aquecedor de água de alimentação para melhorar a eficiência da caldeira.
O aquecedor de ar também é mostrado no Apêndice 4-1. Como o economizador, este trocador de calor utiliza gás de combustão para a fonte de energia. Os dois tipos mais comuns de aquecedor de ar são os estilos de tubo e cesta rotativa. O aquecedor de ar oferece melhoria adicional da eficiência. Normalmente, uma porção do ar aquecido é alimentada a moedores de carvão e pulverizadores como um fluido de transporte para mover o combustível para a caldeira. O ar aquecido ajuda a remover a umidade que pode ter entrado com o combustível sólido. Isso pode ser particularmente importante para minimizar o entupimento de carvão úmido do equipamento de esmerilhamento.
Geradores de vapor supercríticos
Cálculos termodinâmicos mostram claramente maior eficiência do gerador de vapor com maior temperatura e pressão de operação. Consequentemente, das usinas a carvão que ainda estão sendo construídas em algumas áreas do mundo, muitas são projetadas para pressões supercríticas acima de 3.200 psi. Algumas unidades ultra-supercríticas avançadas (USC) operam a ou ligeiramente acima de 4.500 psi com temperaturas de vapor de reaquecimento próximas a 1.200 °F. Nessas condições, a água e o vapor existem como uma fase única e, portanto, o projeto do tambor não é mais válido. Um projeto supercrítico comum pode ter três "passes" de parede d'água dentro do forno, onde cada passagem é conectada à próxima passagem por cabeçotes. Caldeiras supercríticas geralmente têm um tambor de partida para produzir vapor quando a caldeira está sendo acionada em condições frias. Quando a pressão de partida e a temperatura necessárias forem alcançadas na unidade, as válvulas de isolamento fecham para remover o tambor do circuito. Unidades supercríticas não toleram contaminação da água de alimentação, pois os sólidos precipitariam nas paredes do tubo quando a água de alimentação se converte em fluido monofásico na caldeira. Um requisito para todas as unidades supercríticas é um sistema de água de reposição de alta pureza e um polidor de condensado de fluxo total para capturar impurezas que podem entrar de um vazamento no tubo do condensador ou outra fonte.
Geração de energia de ciclo combinado
As unidades USC mais modernas têm um máximo de 45% de eficiência líquida ou talvez um pouco mais altas. Assim, mesmo nesses projetos avançados, mais da metade da energia fornecida à unidade ainda não é recuperável. A busca por maiores eficiências, aliada a outros fatores relacionados à economia e à redução das emissões de dióxido de carbono, levou ao desenvolvimento e crescimento de usinas de energia de ciclo combinado, particularmente na última década do século XX e continuando neste século.
Uma visão geral da geração de energia de ciclo combinado é ilustrada nas figuras abaixo.
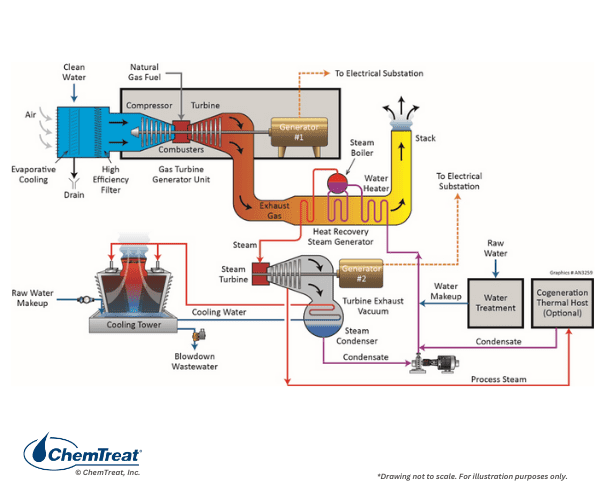
Geralmente, cerca de 2/3 da energia total de uma planta de ciclo combinado é gerada pela turbina de combustão (CT). O CT se assemelha a um motor a jato de aeronave e opera no ciclo termodinâmico de Brayton. Muitos CTs sem HRSGs, conhecidos como unidades de ciclo simples, estão espalhados pelo país para servir como uma fonte de energia rápida se a demanda mudar repentinamente. Mas uma quantidade significativa de energia é perdida no modo de ciclo simples. Ao capturar o calor de exaustão para gerar vapor em um ciclo termodinâmico de Rankine, a eficiência geral da planta é muito melhorada. As modernas unidades de ciclo combinado podem atingir ou até mesmo exceder ligeiramente 60% da eficiência líquida, o que é muito melhor do que as melhores unidades de energia convencionais de produção de vapor.
Uma variedade de designs HRSG está disponível, incluindo até mesmo alguns tipos únicos, mas a maioria é do estilo de tambor multipressão. O esquema de um projeto muito comum é mostrado abaixo.
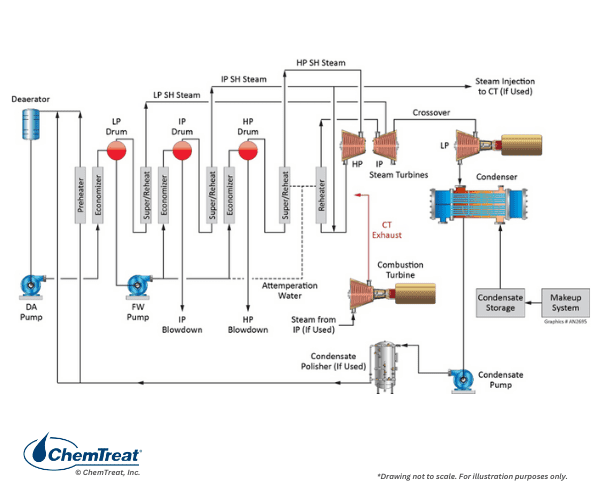

Várias características da Figura 4.21 exigem explicação adicional.
- FFLP significa baixa pressão de alimentação direta e significa que toda a água de alimentação de entrada flui para o evaporador de baixa pressão (LP). O circuito LP funciona principalmente como aquecedor de água de alimentação, com apenas uma pequena quantidade de produção de vapor. A descarga de LP alimenta os evaporadores de pressão intermediária (IP) e de alta pressão (HP).
- Como a água de temperação de vapor é retirada da bomba de água de alimentação (FW) com o evaporador de LP como fonte, nenhum álcali sólido, por exemplo, fosfato trissódico ou cáustico, pode ser utilizado para controle de pH no evaporador de LP. Em vez disso, a amônia, ou talvez uma mistura de amônia/amina, injetada ao condensado fornece controle de pH no evaporador de PL.
- O diagrama mostra uma linha de desvio do desaerador, mas em alguns designs modernos, um desaerador pode nem ser incluído. Isso vem de desenvolvimentos químicos projetados para minimizar a corrosão acelerada por fluxo (FAC) no evaporador e economizadores de LP. (Uma seção posterior discute o FAC, que afeta muitos tipos de geradores de vapor, particularmente unidades de energia.)
- Durante a operação normal, a energia para a produção de vapor vem da exaustão da turbina de combustão. No entanto, muitos HRSGs são equipados com queimadores de dutos suplementares para aumentar a capacidade de geração de vapor durante períodos de cargas de pico.
Como a Figura 4.21 sugere, os tubos neste projeto têm um padrão de fluxo vertical, mas com as seções dispostas horizontalmente através do caminho do gás. Tubos com aletas são comuns para aumentar a transferência de calor.
Mesmo que praticamente todas as turbinas de combustão sejam acionadas com gás natural, os tubos de aletas ainda podem acumular partículas de poeira que inibem a transferência de calor. Além disso, devido ao espaçamento próximo dos vários feixes de tubos dentro da unidade, se os tubos falharem devido à química ruim ou outras práticas operacionais, o reparo e a substituição podem ser bastante difíceis e demorados. O controle adequado da química da água também é importante para minimizar as limpezas químicas dos HRSGs. As limpezas químicas nunca são fáceis, mesmo em unidades convencionais, mas para HRSGs multipressão, o processo pode ser especialmente complicado.
Geradores de vapor de calor residual para fabricação e refino de produtos químicos
Geradores de vapor especializados existem em muitas fábricas para recuperar o calor do processo. As aplicações incluem:
- Calor gerado como parte necessária do processo, que de outra forma seria descartado. Exemplos incluem processos de gás de síntese, como amônia, metanol e hidrogênio.
- Calor que é um subproduto de um processo de fabricação químico, como caldeiras de licor preto na fabricação de papel e caldeiras de arrefecimento de rachaduras de etileno que resfriam os hidrocarbonetos rachados.
- Calor disponível a partir da combustão de resíduos, como madeira residual, resíduos agrícolas, lixo e gás monóxido de carbono (CO) gerados a partir de rachaduras de petróleo bruto em uma refinaria ou gás de alto-forno em uma siderúrgica.
Muitos processos produzem gases com temperaturas superiores a 1.000 °F. As caldeiras de calor residual podem operar como caldeiras de tubo de incêndio ou tubo de água, dependendo do processo.
| Fonte de gás | °F | °C |
|---|---|---|
| Reforma de amônia de Syngas | 1.350–1.475 | 730–800 |
| Quench de fornalha para rachadura de etileno | 1.380–1.607 | 750–875 |
| Fornos de recozimento | 1.100–2.000 | 590–1.090 |
| Forno de recuperação de licor preto | 1.800–2.000 | 980–1.090 |
| Forno de cimento (seco) | 1.150–1.350 | 620–7,30 |
| Forno de Coca-Cola ( colmeia) | 1.900–2.300 | 1.070–1.260 |
| Aquecimento de forjamento e tarugo | 1.700–2.200 | 930–1.200 |
| Incinerador de lixo | 1.550–2.000 | 840–1.090 |
| Forno Open Hearth Steel | 1.200–1.300 | 650–700 |
| Refino de petróleo ainda | 1.000–1.100 | 540–590 |
| Processamento de minério de enxofre | 1.600–1.900 | 870–1.040 |
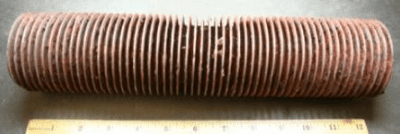
As limitações de espaço impedem uma discussão detalhada das várias caldeiras que geram vapor a partir desses processos, mas um exemplo muito ilustrativo vem da indústria de etileno, onde a operação da unidade primária vem de um forno de craqueamento. O gás quente e rachado deve ser resfriado rapidamente para minimizar rachaduras adicionais. O resfriamento a gás do craqueador ocorre em geradores de vapor conhecidos como Trans Line Exchangers (TLE ou TLX). O gás quente flui através do lado do tubo da caldeira com água nas superfícies externas do tubo. Os trocadores podem ser orientados horizontal ou verticalmente com vapor de alta pressão produzido em um tambor de vapor que conecta TLEs. As temperaturas do gás podem estar em ou perto de 1.500 °F, com pressões de vapor produzidas de até 1.800 psi.
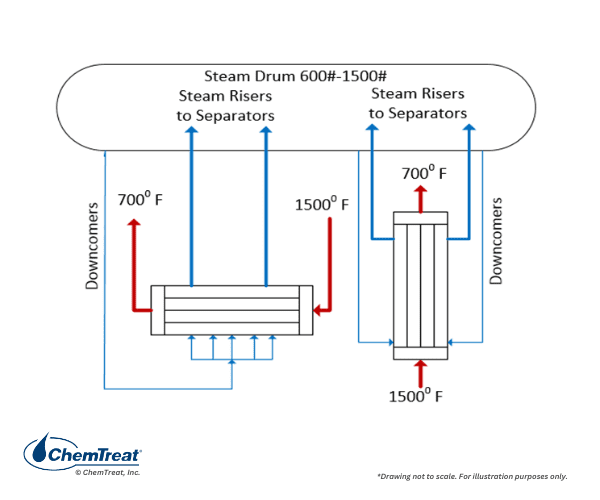
Uma observação cuidadosa revela que a configuração se assemelha até certo ponto a uma caldeira de tubo de incêndio, com os gases quentes fluindo através dos tubos e vapor sendo gerado dentro da carcaça.
Não é incomum com projetos de caldeira não tradicionais o potencial de pontos de alto calor localizados que podem acentuar a deposição e a corrosão. Produção consistente de água de reposição de alta pureza e programas de tratamento de água de caldeira cuidadosamente projetados são componentes-chave para um desempenho confiável.
Como minimizar a corrosão e a deposição em geradores de vapor de alta pureza e alta pressão
Química de geração de vapor
Os requisitos químicos e de tratamento de água de reposição, condensado e caldeira variam significativamente dependendo de fatores como pressão e configuração da caldeira, método de entrada de calor (direto ou desperdiçado-aquecido), função de vapor (energia para trocadores de calor do processo ou para acionar turbinas) e assim por diante. Uma boa ilustração dos requisitos químicos gerais para caldeiras industriais é a seguinte:
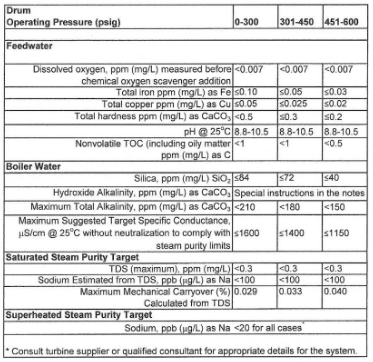
Esses dados foram extraídos da Tabela 1 na Referência 8 [ASME] e representam apenas uma visão parcial de toda a tabela. Esse folheto contém muitos detalhes adicionais sobre as diretrizes para água de caldeira industrial.
Como este extrato indica, os limites se tornam mais apertados à medida que a pressão da caldeira aumenta. O Anexo 4-2 descreve os limites de impureza para unidades de utilidade de alta pressão.
Tratamento de água de reposição
Métodos de tratamento de diluente para uma variedade de aplicações de fábrica, desde água de resfriamento até necessidades de alta pureza, são abordados no Capítulo 3. Esta seção fornece uma breve visão geral dos requisitos de diluente relacionados à pressão da caldeira em geral.
O abrandamento básico de sódio é muito comum para reposição de caldeira de baixa pressão. Desde que os humanos começaram a aquecer a água para fins de cozimento ou sanitários, eles sem dúvida observaram deposição mineral em vasos aquecidos. O principal culpado é o carbonato de cálcio.
Ca2+ + 2HCO 3– + calor → CaCO3↓ + CO2 + H2O | Eq. 4-1
A equação descreve a reação dos íons de cálcio (Ca2+) e da alcalinidade do bicarbonato (HCO3–) que frequentemente ocorre em sistemas de água quente e caldeiras.

Consequentemente, o abrandamento do sódio tornou-se e continua sendo um processo de tratamento de reposição comum para muitos geradores de vapor industriais. A água bruta passa por um leito de resina de troca iônica, cujos locais ativos contêm íons de sódio. Esses locais têm uma afinidade mais forte com cálcio e magnésio do que com sódio e, portanto, os íons de dureza são trocados por sódio à medida que a água flui através do leito. Quando o leito atinge a exaustão, ele é regenerado com uma solução de salmoura (NaCl) que retira os íons de dureza para um fluxo de resíduos que é descartado. O fluxo amaciado, com dureza removida, ainda contém os outros íons dissolvidos, incluindo alcalinidade, cloreto (Cl–), sulfato (SO42-) e sílica (SiO2).
Como a Figura 4.24 sugere, caldeiras de baixa pressão podem tolerar algumas impurezas, incluindo alcalinidade. De fato, para algumas aplicações, a alcalinidade pode ser desejável, pois ajuda a proteger as superfícies metálicas contra corrosão. No entanto, o HCO3–, ao alcançar a caldeira, é em grande parte convertido em CO2 através das seguintes reações:
2HCO 3– + calor → CO32- + CO2↑ + H2O | Eq. 4-2
CO32- + calor → CO2↑ + OH– | Eq. 4-3
A conversão total de CO2 das reações combinadas pode atingir 90%. O CO2 pisca com o vapor e, quando se dissolve novamente no condensado, pode aumentar a acidez do retorno do condensado.
CO2 + H2O - H2CO3 - H+ + HCO3– | Eq. 4-4
Embora o pH gerado por essa reação tenha um limite inferior relativamente moderado, é mais do que suficiente para causar corrosão significativa do aço carbono nos sistemas de retorno de condensado. Por exemplo, 3 ppm de CO2 em condensado de vapor puro reduzirá o pH para 5,26. Se houver oxigênio dissolvido no sistema, a corrosão pode ser ampliada.
Consequentemente, muitos sistemas de amolecimento de sódio são frequentemente seguidos por um descalcificador de fluxo dividido ou um descarbonator para reduzir a alcalinidade a níveis baixos de ppm. A química fundamental em cada processo acidifica a alcalinidade para convertê-la em dióxido de carbono, que é então extraído como um gás do sistema de tratamento.
Tratamento de água de reposição para geradores de vapor de alta pressão
Para unidades de serviços públicos de alta pressão, a água de alimentação deve ser muito pura para minimizar a corrosão e outros problemas potenciais no gerador de vapor. As concentrações de impureza são normalmente limitadas a faixas de ppb baixas. As diretrizes bem conhecidas para a pureza de efluentes do sistema de maquiagem são:
- Condutividade específica: ≤0,1 μS/cm
- Sódio: ≤2 partes por bilhão (ppb)
- Sílica: ≤10 ppb
A desmineralização da troca iônica foi comumente usada ao longo do último século para alcançar essa pureza. Das várias combinações de troca iônica possíveis, a mais popular foi a seguinte configuração:
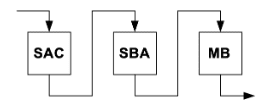
SAC = Trocador de cátions ácido forte
SBA = Trocador de ânions de base forte
MB = Trocador de leito misto
Essa configuração de troca iônica e algumas variações dela podem ser muito eficazes na produção de água de alta pureza. No entanto, um fator crítico levou a uma variante dessa tecnologia para o tratamento de reposição em geradores de vapor de alta pressão e alguns de pressão intermediária. O problema é que a maioria das águas brutas tem várias centenas de mg/L de cátions e ânions combinados. Quando introduzidas diretamente nos sistemas de troca iônica, as resinas podem esgotar dentro de um período relativamente curto de tempo, às vezes dentro de horas. Um arranjo típico tem dois sistemas idênticos. Quando uma exaustão, a outra é colocada em serviço, com as resinas SAC e SBA no sistema de exaustão sendo regeneradas com um ácido forte e base forte, respectivamente. No entanto, regenerações frequentes são um pouco caras e exigem que o pessoal da fábrica trabalhe com produtos químicos perigosos regularmente. A tecnologia de osmose reversa (OR) tornou-se muito comum para a remoção a granel de íons dissolvidos. Ele substitui os vasos de troca iônica SAC e SBA mostrados na Figura 4.27 e pode muitas vezes servir como processo de desmineralização independente para caldeiras de pressão intermediária. Os detalhes da osmose reversa também são abordados extensivamente no Capítulo 3.
Na indústria de energia, a RO de duas passagens, em muitos casos, substituiu os trocadores SAC e SBA. O tratamento final é então realizado com tecnologia portátil de leito misto (MB), em que um prestador de serviços fornece “frascos” MB que têm conexões simples com o sistema. Quando uma garrafa se esgota, o pessoal da fábrica muda para um sistema redundante e o prestador de serviços remove a garrafa esgotada para regeneração da resina fora do local. Um método de polimento alternativo é a eletrodeionização contínua (CEDI), que utiliza a tecnologia de troca iônica e de membrana para produzir a composição de alta pureza necessária. A resina nesses sistemas é regenerada automaticamente e, portanto, pode operar por longos períodos sem manutenção.
Uma forma de produção de água de reposição que merece uma breve menção é a evaporação. A água bruta é evaporada com calor residual e depois condensada como produto. Os evaporadores eram comuns em usinas de serviços públicos mais antigas e subcríticas e permanecem em uso amplo para geradores de vapor marinho.

CHAVES PARA O TRATAMENTO CONFIÁVEL DE ÁGUA DE REPOSIÇÃO PARA CALDEIRAS
Química de condensado/água de alimentação
Embora vários princípios gerais se apliquem ao tratamento de condensado/água de alimentação e controle químico para todos os geradores de vapor, as variabilidades no projeto do sistema influenciam programas específicos. Geradores de vapor para produção de energia podem ser considerados como sistemas quase fechados, com o sistema de reposição fornecendo água e vapor facilmente a partir de pequenas perdas. A entrada de impurezas geralmente é nula, a menos que venha de um vazamento em um condensador de superfície de vapor (ou ocasionalmente um problema no sistema de diluente). Consequentemente, as metas primárias de tratamento de água de alimentação para esses sistemas envolvem minimizar a corrosão geral e FAC da tubulação de condensado de aço carbono/água de alimentação, desaeradores, economizadores e, para HRSGs de multipressão, o evaporador de baixa pressão. O controle de FAC requer uma mentalidade diferente em relação às concentrações de oxigênio dissolvido (D.O.) na água de alimentação, como será descrito.
Na extremidade oposta do espectro estão instalações industriais nas quais o vapor fornece energia para vários trocadores de calor e é então recuperado como condensado para retorno à caldeira. Dependendo dos processos que utilizam aquecimento a vapor, uma ampla variedade de contaminantes é possível no retorno de condensado. Estes podem variar de sais minerais a compostos orgânicos e partículas geradas pela corrosão da tubulação de retorno de condensado.
As seções a seguir se concentram em duas questões: a influência do pH e D.O. na corrosão do sistema de água de alimentação. A discussão inclui métodos atuais de última geração para tratamento de água de alimentação.
Oxigênio dissolvido
A corrosão por oxigênio do ferro e do aço neutro é um fenômeno observado há séculos. A ferrugem de estruturas externas é um exemplo clássico.
No início, químicos e engenheiros de caldeiras desenvolveram métodos para minimizar a entrada de ar nos geradores de vapor e remover o oxigênio dissolvido no condensado. Durante a operação normal, o oxigênio pode entrar no sistema gerador de vapor a partir de várias fontes. Um é o tanque de armazenamento de condensado ventilado atmosfericamente. Quando uma unidade precisa de reposição, a água de um desses tanques pode conter até 10 ppm de D.O. Um projeto de sistema comum para extrair grande parte da D.O. introduz a reposição ao condensador, de modo que o vácuo forte fará com que o oxigênio escape de acordo com a Lei de Henry, que afirma que a concentração de equilíbrio de um gás dissolvido em líquidos é proporcional à pressão parcial do gás acima do líquido.
No entanto, uma via para a entrada de oxigênio também existe no condensador. Quando o vapor de exaustão da turbina é resfriado no condensador, o colapso dramático no volume do vapor para o líquido induz um vácuo forte dentro da carcaça do condensador. O ar externo será puxado até mesmo nas menores aberturas e em pontos nas conexões de tubulação para o condensador. Consequentemente, a maioria dos condensadores é equipada com um sistema de remoção de ar para evitar o acúmulo de gases, pois o ar pode revestir os tubos do condensador e causar grave degradação da transferência de calor. No entanto, parte do oxigênio permanecerá e se dissolverá parcialmente no condensado. O ar também pode entrar no condensado no lado de sucção das bombas de descarga de condensado e de água de alimentação. Em grandes plantas industriais, o ar também pode se infiltrar em vários locais ao redor de trocadores de calor e no sistema de retorno de condensado.
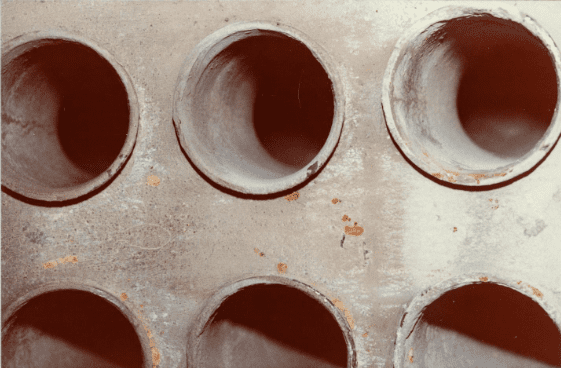
À medida que a tecnologia de geração de vapor evoluiu para a produção de energia e processos industriais, a influência do oxigênio na corrosão de tubulações, tubos de trocadores de calor e outros componentes rapidamente se tornou evidente. Frequentemente, o ataque de oxigênio é localizado, com a formação de poços profundos em locais de corrosão ativa. Esse tipo de corrosão é muito prejudicial e pode causar a falha de economizadores, equipamentos desaeradores, tubulações de condensado, receptores de condensado e outros equipamentos.
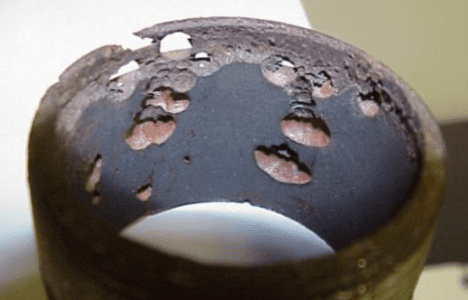
Por muitos anos, pensou-se que todo o oxigênio dissolvido deve ser removido da água de alimentação para minimizar a corrosão mostrada na Figura 4.28 e proteger quaisquer ligas de cobre (mais comumente tubos aquecedores de água de alimentação) no sistema. Consequentemente, quase todos os sistemas geradores de vapor foram equipados com um desaerador mecânico.
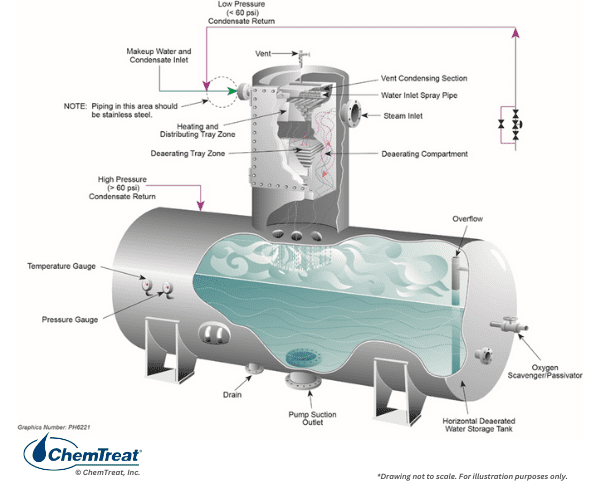
Os dois estilos comuns de desaerador são o tipo spray e o tipo bandeja, sendo o último mais popular.
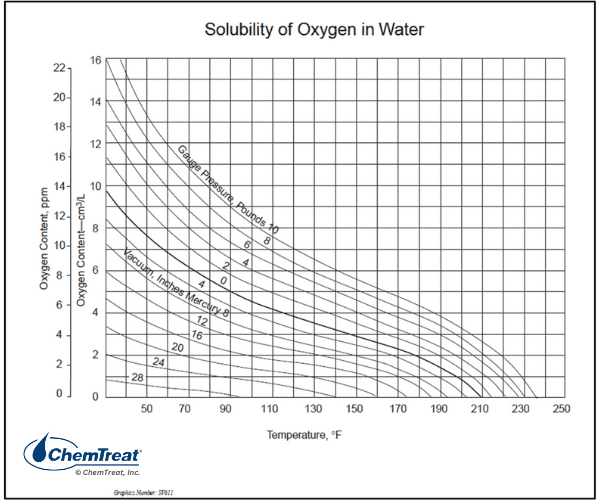
A solubilidade do oxigênio na água diminui muito com o aumento da temperatura, conforme descrito na tabela abaixo.
O condensado influente para o desaerador descarrega através de bicos de pulverização e cascateia sobre conjuntos escalonados de bandejas, com vapor introduzido de baixo das bandejas.
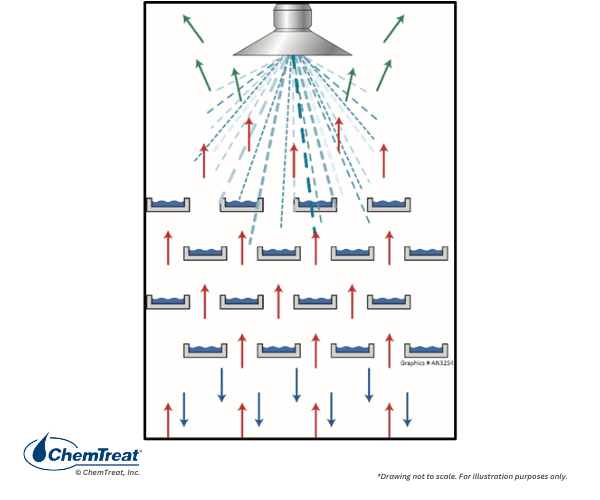
Gases não condensáveis, principalmente oxigênio, são liberados e escapam através do respiro do desaerador juntamente com uma pequena quantidade de vapor. O condensado é aquecido dentro de alguns graus de temperatura de saturação e descarrega na seção de armazenamento do desaerador.
A alta área de superfície das bandejas permite a rápida remoção de oxigênio. A garantia de design típica para desaeradores do tipo bandeja é D.O. de efluentes de 7 ppb. Um aumento na concentração de D.O. na amostra de saída do desaerador indica um problema dentro do compartimento do desaerador. Problemas comuns incluem:
- Bandejas desalinhadas ou ausentes
- Bicos borrifadores danificados ou com mau funcionamento
- Admissão de vapor restrita
- Configurações incorretas das aberturas do desaerador
As seções de armazenamento de água de alimentação devem ser grandes o suficiente para conter pelo menos 15 a 20 minutos de água de alimentação na produção máxima de vapor.
Alguns sistemas geradores de vapor pequenos podem ter métodos de desaeração muito simples, como um pulverizador de vapor na parte inferior do tambor de armazenamento. A remoção de oxigênio se correlaciona com a temperatura que pode ser alcançada no recipiente.
Sequestrantes de oxigênio/agentes redutores/passivadores de metais
Embora um desaerador mecânico bem projetado e operado possa reduzir as concentrações de DO para aproximadamente 7 ppb, no passado, esse nível ainda era considerado excessivo. Então, em muitas fábricas, o tratamento químico complementou a desaeração mecânica. Esses produtos químicos são sequestrantes/agentes redutores de oxigênio, muitos dos quais também são passivadores de metal. Os mais comuns são:
- Sulfito (catalisado e não catalisado)
- Eritorbato (também chamado de ácido eritórbico [EA])
- Hidrazina
- Dietilhidroxilamina (DEHA)
- Carboidrazida (CZ)
- Metiletilcoetoxima (MEKO)
- Hidroquinona (HQ)
A lista é geralmente ordenada pela quantidade de produto consumido por ano, excluindo hidrazina, como será explicado. Um composto comum é o sulfito de sódio (Na2SO3), pois é adequado para muitas caldeiras com pressão de até aproximadamente 600 psig.
2Na 2SO3 + O2 → 2NaSO 4 | Eq. 4-5
Um ponto de injeção típico é o tanque de armazenamento do desaerador. O sulfito reage em uma ampla faixa de temperaturas, embora, como em todos os sequestrantes, as taxas de reação aumentem com o aumento da temperatura. O tempo de reação é importante. Um desaerador com funcionamento ruim (especialmente com uma pequena seção de armazenamento) pode permitir um grave ataque de oxigênio na tubulação de água de alimentação e economizadores porque as reações de remoção não são concluídas antes que a água de alimentação chegue à caldeira. O sulfito frequentemente inclui um catalisador de cobalto para acelerar reações, embora algumas pesquisas sugiram que o catalisador pode não ser totalmente eficaz.
Normalmente, o sulfito é medido como um residual na água da caldeira, embora seja frequentemente injetado no sistema de água de alimentação. Uma faixa que já foi comum foi de 30 a 60 ppm em caldeiras de baixa pressão, com níveis decrescentes em pressões de caldeira mais altas. Sendo não volátil, o sulfito permanece na água da caldeira e não escapa com vapor. Sulfeto (e eritorbato, descrito abaixo) não deve ser utilizado em geradores de vapor que fornecem água atempada ao vapor, pois isso levará à introdução direta de sólidos não voláteis em sistemas de vapor e, mais criticamente, turbinas. Outra questão é a decomposição do sulfito. Algumas literaturas sugerem que o sulfito pode ser empregado em pressões de até 900 psi, mas nas altas temperaturas nessas caldeiras, o sulfito se decompõe para produzir ácido e sulfeto de hidrogênio (H2S). Esses produtos podem causar danos significativos ao metal da caldeira. Um limite superior mais prático para uso de sulfito é de 600 psi. O sulfito de sódio é frequentemente selecionado como um produto químico de layup para caldeiras de baixa pressão, mas a solução não deve entrar em superaquecedores, especialmente se não forem drenáveis.
Eritorbato/ácido eritórbico (ou o material de alimentação típico, eritorbato de sódio, C6H7NaO6) é uma alternativa não volátil aprovada pela FDA ao sulfito. A reação com oxigênio é complexa, mas as taxas de reação são rápidas. O Erythorbate é um excelente passivador para caldeiras de baixa e média pressão. Antes de prosseguir, o leitor é incentivado a revisar o Anexo 4-2, que discute a passivação do metal e o papel desses produtos químicos nesse processo.
Para caldeiras de alta pressão e, mais notavelmente, unidades de energia, a hidrazina (N2H4) já foi o principal agente de redução/passivação de água de alimentação. Os produtos de degradação da hidrazina residual são amônia e água, portanto, nem a hidrazina nem seus produtos de decomposição introduzem sólidos não voláteis na água de alimentação ou no vapor. Assim, o produto químico era ideal para o tratamento antes de qualquer decolagem do tentador de vapor. No entanto, a hidrazina é raramente usada, pois é considerada um carcinógeno. Produtos químicos alternativos estão disponíveis e são descritos a seguir.
A carboidrazida (CH6N4O) foi desenvolvida como um substituto direto para a hidrazina. Em temperaturas elevadas no sistema de água de alimentação, ela se converte em hidrazina. Devido ao componente de carbono, os produtos da decomposição de carboidrazida incluem CO2 juntamente com a amônia que vem da quebra do produto intermediário da hidrazina.
DEHA (dietilidroxilamina, (C2H5)2NOH)) é um sequestrante volátil com propriedades neutralizantes de amina e passivação. A DEHA e as outras listadas abaixo servem como alternativas à hidrazina. A DEHA é estável em caldeiras com pressão de até 1.200 psi e, portanto, oferece proteção ao sistema de condensado de vapor, bem como aos tambores de água de alimentação e caldeira. Seus produtos iniciais de degradação são dietilamina e etilmetilamina, ambas também aminas neutralizantes. A decomposição térmica contínua produzirá nitrogênio, água e pequenas quantidades de ácido acético.
MEKO (metiletilcetomima, C4H9NO) é um agente redutor que se decompõe em subprodutos de amônia e ácido orgânico a 1.250 psi, portanto, não é amplamente utilizado como uma alternativa de hidrazina na indústria de energia, mas encontra uso em ciclos de vapor industriais, comerciais e institucionais.
A hidroquinona (C6H6O2) é um potente absorvedor de oxigênio, mas é tóxica e deve ser manuseada com muito cuidado. Ele age rapidamente e às vezes é incluído com outras alternativas de hidrazina como catalisador para acelerar as reações com oxigênio. O produto primário da decomposição é o CO2.
Como será descrito em breve, sequestrantes de oxigênio não são mais recomendados devido à sua influência no FAC para a maioria dos sistemas geradores de vapor de energia.
Controle do pH da água de alimentação
O outro problema primário relacionado ao controle de corrosão da água de alimentação é o pH, ou mais precisamente, a manutenção de uma química de água de alimentação moderadamente básica. Começaremos essa discussão examinando o controle de pH em unidades de energia de alta pressão, seguido por um exame de geradores de vapor industriais onde o tratamento menos rigoroso da água de reposição e, muitas vezes, o retorno de condensado grande têm uma influência maior.
Na indústria de energia, o método padrão para o controle do pH da água de alimentação tem sido a alimentação de amônia (NH3).
NH3 + H2O -- NH4+ + OH- | Eq. 4-6
A tabela a seguir descreve as concentrações de amônia que se correlacionam com a faixa de valores de pH comuns em sistemas de água de alimentação.
| pH | Amônia (ppm) |
|---|---|
| 9,0 | 0,274 |
| 9.2 | 0,527 |
| 9.4 | 1,070 |
| 9.6 | 2,286 |
| 9,8 | 5.105 |
| 10,0 | 11,812 |
Fonte: Referência 5
A influência do pH na corrosão do aço carbono é ilustrada em um gráfico bem conhecido da década de 1970.
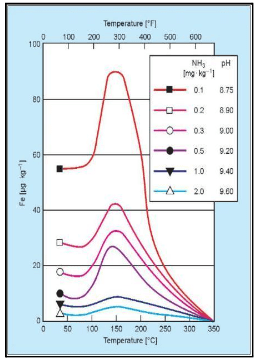
É claramente evidente que a taxa de corrosão diminui com o aumento do pH, mas isso, por sua vez, pode ter um forte impacto sobre os requisitos de alimentação de amônia. Por exemplo, a faixa recomendada de pH25C da água de alimentação para o tipo mais comum de HRSG é de 9,6–10,0. Isso requer uma concentração saudável de amônia, de acordo com a Tabela 4-2.
Em unidades de energia, um ponto comum de injeção de amônia foi uma vez o tanque de armazenamento do desaerador ou a sucção da bomba de alimentação da caldeira. No entanto, a percepção de que todo o sistema de condensado/água de alimentação se beneficia do controle preciso do pH tornou a alimentação na descarga da bomba de condensado uma escolha popular.
Em unidades convencionais de alta pressão, grande parte da amônia permanece na água da caldeira, com apenas uma fração sendo transportada com vapor. No entanto, em HRSGs de multipressão, a maior parte da amônia na água de alimentação que entra nas partições do evaporador de baixa pressão com o vapor e retorna ao condensado. Esse fenômeno pode influenciar vários problemas químicos, incluindo corrosão acelerada por fluxo, como será discutido em uma seção posterior.
Controle de pH de retorno de condensado industrial
O controle químico de sistemas industriais complexos de retorno de condensado pode ser um desafio. Um problema comum é a depressão do pH causada pelo transporte de dióxido de carbono no vapor.
Consequentemente, a injeção de amina alcalinizante em sistemas condensados é frequentemente empregada para minimizar a corrosão em tubulações de aço carbono. O produto químico ou uma mistura química não apenas protegem o condensado, como também o transporta pelo sistema. A figura abaixo lista várias das aminas alcalinizantes mais comuns.
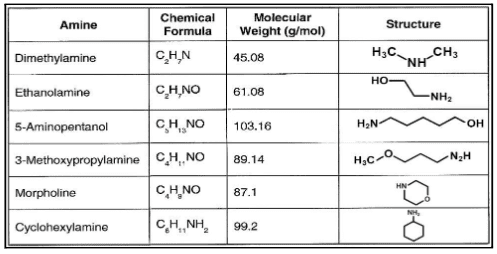
Os três aspectos principais das aminas podem ser resumidos como os três “Ds”.
- Dissociação: Dissociação é a força de base definida pela constante de dissociação kb . Para a reação de amônia mostrada na Equação 4-6 anteriormente, kb é:
kb = [NH4+] * [OH–] / [NH3]
Essa equação é semelhante para aminas alcalinizantes. Valores mais altos de Kb (consulte a Tabela 4-3 abaixo) indicam maior basicidade dos produtos. Basicidade é variável com a temperatura, portanto, esse aspecto deve ser considerado ao projetar programas químicos.
- Distribuição: Distribuição é a proporção da amina que permanece na água da caldeira e que entra no vapor. Dependendo do projeto de geração de vapor, uma mistura de amina pode ser formulada para estabelecer as razões desejadas. A razão de distribuição varia com a temperatura.
- Decomposição: As aminas alcalizantes se decompõem em altas temperaturas. A decomposição torna-se particularmente perceptível em aplicações de alta pressão, como caldeiras de serviços públicos. Um produto comum da decomposição é o ácido acético, um ácido orgânico de cadeia pequena. O debate tem circulado por muitos anos sobre se o acetato e um composto orgânico ainda menor, o ácido fórmico, iniciam a corrosão nas lâminas da turbina. Evidências sugerem que essa corrosão não é uma grande preocupação, mas a presença de ácidos acéticos e fórmicos no condensado influencia as leituras de condutividade. O processo de decomposição pode estabelecer uma situação de “pegar 22”, onde os produtos de degradação reduzem o pH condensado, o que resulta em aumento da alimentação de amina alcalinizante que, por sua vez, gera mais ácido.
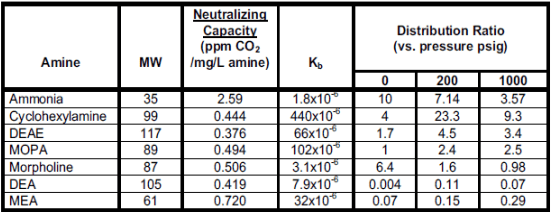
É necessária uma avaliação cuidadosa das condições operacionais e de projeto do sistema de retorno de condensado e gerador de vapor ao selecionar a amina ou mistura de amina mais apropriada. Uma consideração importante é a presença de ligas de cobre na rede. Tais ligas foram uma escolha comum para tubos de trocadores de calor devido às excelentes propriedades de transferência de calor, mas a presença de amônia e oxigênio pode causar corrosão grave do cobre. Outras considerações se concentram na eficácia de alguns dos compostos. Por exemplo, uma vez comumente utilizada, a morfolina perdeu favor, porque o peso molecular relativamente alto e a basicidade mais fraca (em comparação com as outras aminas) influenciam a relação custo-benefício.
A alimentação de amina diretamente para os cabeçotes de vapor é geralmente a melhor abordagem do ponto de vista técnico; no entanto, a alimentação para esses locais requer instalação e manutenção de bombas de alta pressão e quills de injeção. Um ponto de injeção alternativo comum é o sistema de água de alimentação da caldeira, embora uma desvantagem seja que alguns dos produtos químicos frescos, particularmente aqueles com volatilidades mais baixas, são perdidos na purga da caldeira.
A combinação de alimentação de amônia ou amina neutralizante juntamente com um absorvedor de oxigênio volátil/agente redutor é conhecida como redutor de tratamento totalmente volátil (AVT(R)).
Corrosão acelerada por fluxo
Por muitos anos, uma mentalidade quase universal foi que mesmo o menor traço de oxigênio dissolvido na água de alimentação das unidades geradoras de vapor era prejudicial. Essa suposição foi especialmente verdadeira no setor de energia. Quando tubos de aço carbono e outros equipamentos geradores de vapor são colocados em serviço, as superfícies metálicas desenvolvem uma camada de óxido, cuja química geral é mostrada pelas reações fundamentais de Schikorr.
Fe + 2H 2O → Fe(OH)2 + H2
3Fe (OH)2 → Fe3O4 + 2H 2O + H2↑
Fe3O4 é a conhecida camada de óxido, a magnetita, que é de cor cinza-preta.
A camada de magnetita protege o aço subjacente contra corrosão; no entanto, o oxigênio na água de alimentação converterá a magnetita em ferrugem não protetora (Fe2O3). Embora muitos considerem os agentes redutores descritos acima principalmente como sequestrantes de oxigênio, uma função principal é converter Fe2O3 em Fe3O4 passivo. Assim, o nome passivadores de metal. Para os sistemas geradores de vapor que ainda têm ligas de cobre na rede de água de alimentação, esses metais formam uma camada protetora inicial de óxido cuproso (Cu2O). O oxigênio dissolvido converterá essa camada em óxido cúprico (CuO), que não é protetor. Os agentes redutores também convertem o cobre oxidado de volta para um estado passivo. Como será explicado em breve, na indústria de energia, a presença ou ausência de cobre no sistema de condensado/água de alimentação influencia significativamente a escolha do programa de tratamento de água de alimentação.
As bases da química do AVT(R) receberam um solavanco grave em 1986, para “No 9 de dezembro daquele ano, um cotovelo no sistema condensado rompeu na Surry Nuclear Power Station [próximo a Williamsburg, Virgínia.] A falha causou quatro fatalidades e dezenas de milhões de dólares em custos de reparo e perda de receitas.” Os pesquisadores aprenderam com esse acidente, e outros desde então, que o ambiente redutor produzido pelos sequestrantes de oxigênio é o principal ingrediente para a FAC monofásica do aço carbono. O ataque ocorre em distúrbios de fluxo, como cotovelos em tubulações e economizadores de água de alimentação, drenos de aquecedores de água de alimentação, locais a jusante das válvulas e conexões redutoras, tubulações de atempador; e, mais notavelmente para HRSGs de ciclo combinado, em evaporadores de baixa pressão, onde os tubos de parede de água, também conhecidos como harpes, têm muitos cotovelos de raio curto. Na verdade, o FAC é normalmente o principal mecanismo de corrosão em HRSGs. Observe que esses locais correspondem à influência da temperatura mostrada na Figura 4.32.
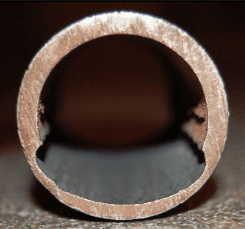
A perda de metal gradual ocorre em locais FAC, conforme ilustrado na figura abaixo.

O ambiente redutor acentua a dissolução do metal. O afinamento da parede progride até que o material restante no local afetado não possa mais suportar a pressão do processo, com falha súbita como resultado final.

A mudança do tratamento de água de alimentação AVT(R) para unidades de energia começou na Europa e Rússia no final da década de 1960 e início da década de 1970. Pesquisadores e químicos em usinas de energia supercríticas descobriram que, na água de alimentação de alta pureza (condutividade de cátion ≤0,15 μS/cm), a injeção deliberada de uma pequena quantidade de oxigênio (para estabelecer uma concentração de D.O. de 50 a 300 ppb) e a eliminação da alimentação de sequestrante de oxigênio fariam com que a camada de magnetita nas superfícies de aço carbono se intercalasse e se sobreponha a uma camada de óxido diferente, conhecida de forma variada como hidrato de α-hematita e óxido férrico. Com química rigorosamente mantida, este óxido forma uma ligação muito mais estreita do que a magnetita e minimiza muito a FAC. O programa, e suas variações, ganhou o nome de tratamento oxigenado (OT) e foi adotado como substituição do AVT(R) em muitas unidades supercríticas em todo o mundo, embora seja inaceitável para unidades com aquecedores de água de alimentação com tubos de liga de cobre, pois a combinação de oxigênio e amônia causará corrosão grave da liga de cobre.
Subsequentemente, o EPRI desenvolveu um programa para substituir o AVT(R) para unidades de tambor por AVT(O), que significa oxidação de tratamento totalmente volátil. Se o sistema de condensado/água de alimentação não contiver ligas de cobre (o que é verdadeiro para praticamente todos os HRSGs modernos), então o AVT(R) não é recomendado. Em resumo, com a química do AVT(O), assim como com a TO, a alimentação do absorvedor de oxigênio é eliminada. Uma pequena concentração residual (5–30 partes por bilhão [ppb] de oxigênio dissolvido) é necessária na entrada do economizador. A amônia ou uma mistura de amônia/amina neutralizante ainda é utilizada para controle do pH. A condensação de alta pureza (condutividade catiônica ≤ 0,2 μS/cm) é um requisito para o AVT(O), mas quando condições adequadas são estabelecidas, a magnetita se sobrepõe e se intercala com a α-hematita de ligação mais estreita. A camada é perceptível por sua cor vermelha distinta.
OT e AVT(O) provaram ser tão bem-sucedidos que organizações de pesquisa como a EPRI e outras recomendam fortemente a eliminação de sequestrantes de oxigênio em todos os geradores de vapor de energia, a menos que o sistema de água de alimentação contenha ligas de cobre.
Alguns equipamentos geradores de vapor, incluindo desaeradores e, mais notavelmente, evaporadores de baixa pressão FFLP HRSG, sofreram de FAC bifásico. O problema surge nesses vasos, especialmente os HRSGs FFLP, porque a amônia que entra no evaporador de baixa pressão pisca com vapor. Isso deixa gotículas circulantes rapidamente com um pH mais baixo na seção superior do tambor, o que induz a corrosão, daí o nome FAC bifásico. Um método que surgiu para neutralizar o FAC bifásico é misturar uma amina alcalinizante com a alimentação de amônia, onde a amina permanece para trás para manter um pH elevado das gotículas de água. Uma mistura 90/10 de amônia e etanolamina é popular. Mesmo essa proporção induzirá um leve aumento na condutividade do vapor e do cátion condensado a partir da decomposição da amina. Este efeito às vezes causou dificuldades com o comissionamento de novas unidades, onde o fabricante da turbina insiste em uma condutividade de cátion ≤0,2 μS/cm.
Produtos de filme-filme
Há muito tempo é reconhecido que alguns compostos podem formar uma barreira protetora em superfícies metálicas e potencialmente minimizar a corrosão. Décadas atrás, tentou-se filmar a química da amina em geradores de vapor, com um composto comum sendo octadecilamina (C18H39N, ODA). O grupo amina se liga à superfície metálica e a "cauda" orgânica hidrofóbica se estende para dentro do fluido para proteger o metal.
No entanto, o baixo controle e a falta de conhecimento detalhado muitas vezes levaram a problemas com as aplicações de ODA, incluindo a formação de “esferoides gelatinosos” ou “bolas de esferoides”, no vernacular comum, que incrustou os geradores de vapor.
Substâncias formadoras de película (FFS) aminas e não aminas mais avançadas foram desenvolvidas. A maioria desses produtos funciona melhor em condições levemente básicas, portanto, a alimentação de amônia ou amina alcalinizante ainda é necessária. No entanto, a alimentação FFS não está vinculada ao controle de pH ou CO2; em vez disso, a concentração do produto é baseada na concentração residual que melhor protege as superfícies metálicas. O monitoramento regular do ferro pode ser muito importante para avaliar e ajustar programas. Alguns produtos na verdade causarão dissolução parcial de óxidos de ferro durante a aplicação inicial, o que às vezes pode ser falsamente presumido como sendo corrosão grave.

AMINES DE FORMAÇÃO DE FILME: TECNOLOGIA INOVADORA DE TRATAMENTO DE CALDEIRAS PARA A INDÚSTRIA DE REFINO
Tratamento interno de água da caldeira
À medida que as caldeiras a vapor se tornaram comuns para aplicações de energia industrial e aquecimento e locomoção ferroviária nos anos 1800, as explosões de caldeiras devido ao superaquecimento eram ocorrências regulares. Evidências indicaram claramente que as caldeiras que operam com água de reposição amolecida tiveram menos falhas e exigiram limpezas menos frequentes. No entanto, também ficou evidente que o tratamento interno da água da caldeira era necessário, especialmente à medida que as pressões e o tamanho da caldeira aumentavam, particularmente na indústria de energia.
Durante essa fase evolutiva de melhorias na água de reposição, ocorreu uma variedade de deposição, dependendo das impurezas presentes. Esses compostos incluíram:
- Carbonato de cálcio (CaCO3)
- Sulfato de cálcio (CaSO4)
- Hidróxido de magnésio [Mg(OH)2]
- Silicato de magnésio (MgSiO3)
- Fosfato de magnésio [Mg3(PO4)2],
- Sílica (quartzo SiO2)
- Óxidos metálicos, mais notavelmente ferro, mas também cobre e, às vezes, alumínio
- Sais de sódio, incluindo cloreto e sulfato
- Compostos carbonáceos
Duas das reações formadoras de escala mais comuns são mostradas abaixo.
Ca2+ + 2HCO 3– → CaCO3↓ + CO2 + H2O | Eq. 4-7
Mg2+ (ou Ca2+) + SiO3-2 → CaSiO3↓ (ou MgSiO3↓) | Eq. 4-8
Essas reações continuam a afligir os geradores de vapor nos tempos modernos, especialmente quando ocorrem mau funcionamento dos sistemas de tratamento de água de reposição ou outra contaminação.
A deposição reduz a transferência de calor, o que, por sua vez, requer maior disparo de combustível para produzir o vapor necessário. Mais importante, os depósitos podem causar superaquecimento dos tubos e subsequente falha. A Figura 4.41 ilustra os efeitos da formação de incrustação nas temperaturas da parede do tubo.
A composição da escala influencia as propriedades isolantes, conforme ilustrado na figura abaixo.
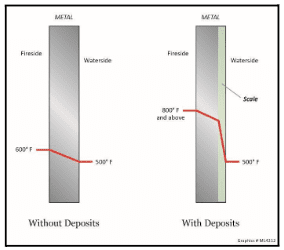
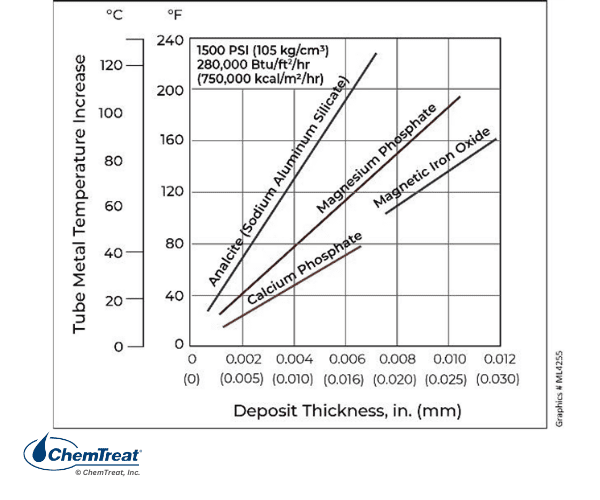
As temperaturas elevadas do tubo também podem induzir a “desaceleração”, onde os grãos de metal expostos a altas temperaturas de longo prazo começam a deslizar ao longo do tempo, resultando em irregularidades dentro da estrutura de metal. A composição metálica, a espessura da parede e outras propriedades são projetadas para a vida útil projetada da unidade. Mas o superaquecimento causado pela formação de incrustações ou por outras causas pode acelerar a fluência, encurtando a vida útil do metal. Agravar ainda mais esse problema é que a deposição é geralmente maior no lado quente dos tubos. A deposição intensa de um problema grave pode induzir o superaquecimento de curto prazo e a falha rápida.
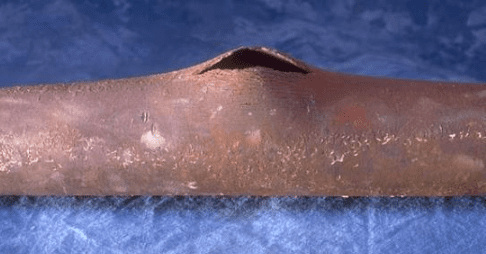
O Apêndice 4-3 descreve as temperaturas máximas de operação de aços de tubos de caldeira comuns e fornece a composição de vários desses materiais, juntamente com breves descrições dos benefícios da liga.
Métodos de tratamento precoce para combater a formação de incrustações incluíram despejo de cascas de batata ou serragem na caldeira, pois alguns dos compostos orgânicos, ou seja, taninos e ligninas, nesses materiais naturais sequestram íons de dureza. Mais métodos de tratamento científicos evoluíram e serão explorados mais adiante neste capítulo.
Os fatores mecânicos que podem influenciar a fluência e outras propriedades metálicas incluem:
- Operação da caldeira acima da capacidade máxima normal.
- Taxas de rampa excessivas ao aumentar a carga da caldeira.
- Entrada de calor excessiva em áreas localizadas. Queimadores desalinhados são a principal causa.
- Fluxo desequilibrado ou restrito em alguns tubos.
Controle de pH
O outro problema principal, então e agora, é manter um pH básico na água da caldeira. O ferro é um metal anfotérico, o que significa que as taxas de corrosão aumentam em pH baixo e alto.
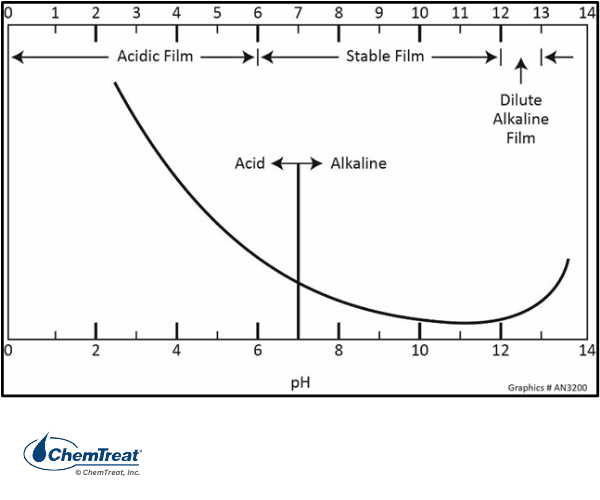
Na década de 1930, o tratamento de água para caldeira com fosfato trissódico (Na3PO4) evoluiu para gerar condições alcalinas e minimizar a corrosão geral de acordo com a figura acima.
Na3PO4 + H2O - Na2HPO4 + NaOH | Eq. 4-9
Voltaremos a esta química em breve. A segunda principal função do fosfato é mitigar os efeitos do vazamento de contaminantes, que, nos primeiros dias (e às vezes até mesmo agora, especialmente em geradores de vapor industriais), muitas vezes vieram de um tratamento de água de reposição ruim que permitiu que a dureza entrasse na caldeira e formasse os depósitos tenazes representados nas Equações 4-7 e 4-8. O fosfato reage diretamente com o cálcio para produzir hidroxiapatita de cálcio:
10Ca +2 + 6PO 4-3 + 2OH – → 3Ca 3(PO4)2•Ca(OH)2↓| Eq. 4-10
Magnésio e sílica reagem com a alcalinidade do hidróxido produzida pelo fosfato para formar a serpentina de lodo não aderente:
3Mg +2 + 2SiO 3– + 2OH – → 3MgO •2SiO2•2H2O↓ | Eq. 4-11
A hidroxiapatita de cálcio e a serpentina são muito mais fáceis de remover do que a incrustação dura que, de outra forma, se formaria. Esses lodos normalmente se depositam no tambor de lama ou nos cabeçotes inferiores dos quais são extraídos por purga.
Em caldeiras de baixa pressão iniciais, uma faixa comum de concentração de fosfato foi de 20 a 40 ppm. No entanto, à medida que a tecnologia avançava e as pressões das caldeiras aumentavam, a caustic gouging e o fragilização se tornavam problemáticos.
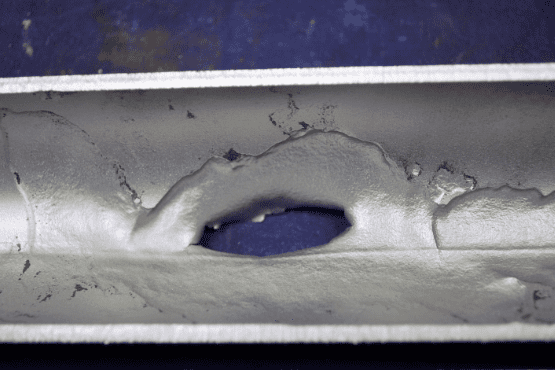
Essas falhas normalmente ocorrem sob depósitos de tubos de caldeira.
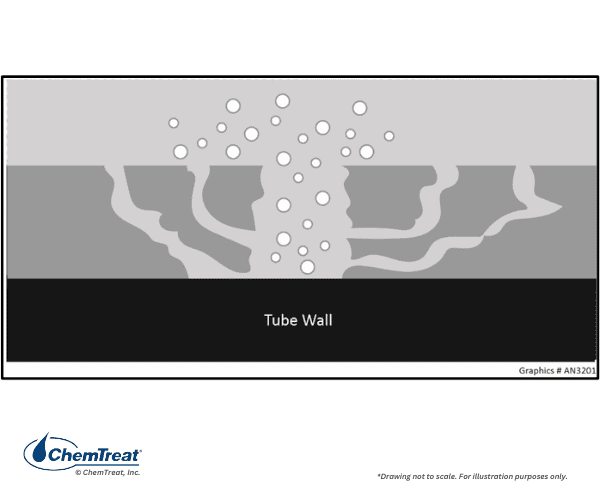
A água penetra no depósito através de vários canais. À medida que a água se aproxima da superfície do tubo, as temperaturas aumentam. A água ferve, deixando outras espécies para trás. Esse fenômeno é conhecido como ebulição do pavio. O hidróxido de sódio é uma espécie que pode permanecer e as concentrações podem subir a níveis muitas vezes maiores do que na água da caldeira a granel. O NaOH concentrado ataca o metal da caldeira e a película de magnetita protetora através das seguintes reações:
Fe + 2NaOH → Na2FeO2 + H2↑| Eq. 4-12
Fe3O4 + 4NaOH → 2NaFeO 2 + Na2FeO2 + 2H 2O | Eq. 4-13
Portanto, para caldeiras de alta pressão, particularmente, programas de tratamento de água “melhorados” surgiram para dar ordem ao controle de corrosão e deposição. Infelizmente, algumas das modificações foram menos do que ideais, como veremos.
A evolução do tratamento de água para caldeiras elétricas
Esta seção se concentra na evolução do tratamento de água para caldeiras de alta pressão (>900 psi) usadas para geração de energia. Em grande parte, a química da caldeira de energia, após algumas torções e voltas, se estabilizou. Em parte, isso se deve ao desenvolvimento de sistemas de reposição confiáveis de alta pureza e porque a exaustão da turbina a vapor é geralmente a única fonte de retorno de condensado. Essa discussão também fornece uma boa introdução aos métodos de tratamento para geradores de vapor industriais de baixa pressão.
Como a tecnologia para gerar vapor de alta pressão para produzir eletricidade avançou no século passado, também houve métodos para produzir maquiagem de alta pureza, como foi observado. Os métodos aprimorados incluíram desmineralização por troca iônica, que desde então, em grande medida, se transformou em filtração por osmose reversa em combinação com polimento por troca iônica. Os sistemas modernos podem produzir maquiagem excepcionalmente limpa para atender às seguintes diretrizes recomendadas.
- Sódio: ≤2 ppb
- Sílica: ≤10 ppb
- Condutividade específica: ≤0,1 μS/cm
Geradores de vapor para serviços públicos são (geralmente) sistemas quase fechados com requisitos modestos de reposição. Se a entrada de contaminantes fosse impossível, os programas de tratamento interno seriam relativamente simples. Infelizmente, nem sempre esse é o caso. O mais notável é o potencial de entrada de impurezas de um tubo com vazamento ou tubos em um condensador de vapor resfriado a água. O Capítulo 7 fornece detalhes sobre a química e as aplicações da água de resfriamento, mas como um ponto de ênfase aqui, a água de resfriamento de um lago ou rio normalmente contém várias centenas de ppm de cátions e ânions, principalmente cálcio, sódio, magnésio, bicarbonato, cloreto, sílica e sulfato, bem como outras impurezas, incluindo sólidos suspensos. As concentrações multiplicam-se se a água “ciclar” em uma torre de resfriamento. Um vazamento no tubo do condensador introduz esses contaminantes diretamente no condensado de alta pureza.
Várias reações são possíveis se as impurezas chegarem à caldeira, como mostram as equações anteriores. No entanto, o problema mais problemático em muitos casos é representado pela equação a seguir.
MgCl2 + 2H 2O → Mg(OH)2↓ + 2HCl| Eq. 4-14
Um produto dessa reação é o ácido clorídrico (HCl). Embora o HCl possa causar corrosão geral por si só, o composto se concentrará sob depósitos onde a reação do ácido com ferro gera hidrogênio, o que, por sua vez, pode levar a danos por hidrogênio dos tubos. Nesse mecanismo, o hidrogênio atômico penetra na parede metálica e, em seguida, reage com átomos de carbono no aço para gerar metano (CH4):
4H + Fe3C → 3Fe + CH4↑| Eq. 4-15
A formação das moléculas gasosas de metano e hidrogênio induz a rachaduras no aço, enfraquecendo muito sua resistência. Danos causados por hidrogênio são muito problemáticos porque não podem ser facilmente detectados. Após a ocorrência de danos por hidrogênio, a equipe da fábrica pode substituir os tubos apenas para descobrir que outros tubos continuam a se romper.
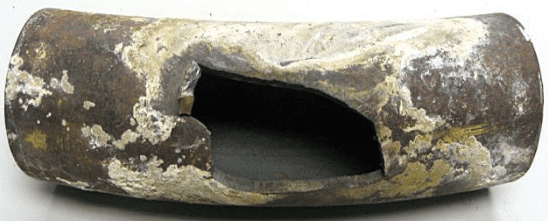
O potencial de ingresso de impurezas e formação de ácido, conforme ilustrado na Equação 4-14, requer alcalinidade neutralizante em caldeiras de tambor para mitigar o ataque de ácido e danos ao hidrogênio. Conforme descrito a seguir, os programas de fosfato evoluíram para servir a esse propósito, mas também para proteger contra danos cáusticos. A química evoluiu ao longo de muitas décadas.
Surpreendentemente, dada a discussão sobre ataque cáustico acima, um programa alternativo que foi adotado em algumas instalações é a substituição de fosfato por cáustico. Essa química requer um planejamento cuidadoso.

OS DESAFIOS DO TRATAMENTO DE ÁGUA DE CALDEIRA INDUSTRIAL
Evolução do tratamento com fosfato
Como foi observado, os programas iniciais de fosfato com altas concentrações de fosfato induziram a goivagem cáustica em tubos de caldeira. Consequentemente, os químicos começaram a refinar o tratamento com fosfato para evitar ataque cáustico. Um dos principais programas que surgiram desse esforço foi o tratamento coordenado com fosfato. Conforme evidente a partir de sua fórmula química, a razão molar de sódio para fosfato em fosfato trissódico é de 3 para 1. Em um programa de fosfato coordenado, fosfato dissódico suficiente é adicionado para manter uma razão Na/PO4 entre 2,8 e 2,2 para 1. O Na2HPO4 suplementar desloca o equilíbrio da Equação 4-9, mostrado novamente abaixo, para a esquerda, o que reduz a concentração de soda cáustica livre.
Na3PO4 + H2O - Na2HPO4 + NaOH | Repetição do Eq. 4-9
Embora o tratamento coordenado tenha sido um refinamento significativo para os programas de fosfato, a evolução não parou por aí. Os pesquisadores descobriram um aspecto muito importante dos fosfatos de sódio; eles são inversamente solúveis em temperaturas acima de cerca de 250°F e, além dessa temperatura, começarão a precipitar (ocultar) nas paredes do tubo da caldeira.
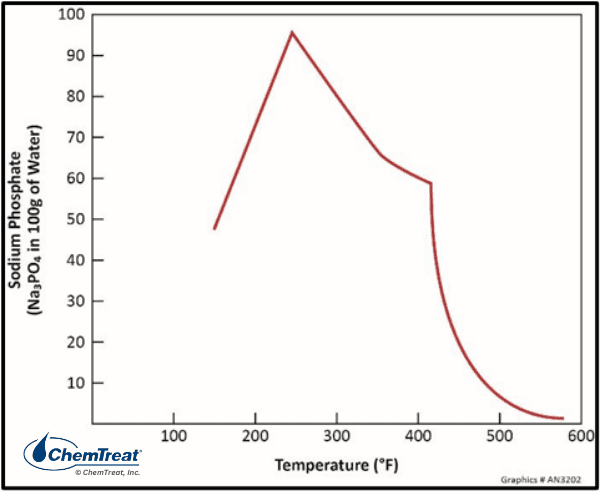
Figura 4.47. Solubilidade do fosfato trissódico em função da temperatura.
Nas temperaturas típicas (600 °F ou mais) dos modernos geradores de vapor de alta pressão, os fosfatos de sódio são apenas ligeiramente solúveis e a maioria dos precipitados químicos nos componentes internos da caldeira. Pesquisas adicionais indicaram que os precipitados em programas coordenados normalmente continham uma proporção de sódio para fosfato menor do que a da água da caldeira a granel, o que influenciou a química, como veremos. Essas descobertas desencadearam uma modificação do tratamento coordenado para congruente com base em evidências que sugeriram que a razão Na:PO4 de depósitos de fosfato estava entre 2,3 e 2,6 para 1. Essa proporção foi selecionada para as novas diretrizes de tratamento, portanto, qualquer fosfato que saísse da solução precipitaria “congruentemente” e não afetaria a química.
À medida que os recursos de química analítica melhoraram e os químicos das concessionárias começaram a rastrear a química mais de perto, os dados mostraram claramente que as concentrações de fosfato de água a granel em carga total muitas vezes cairiam bem abaixo de 1 ppm, especialmente em caldeiras operando a 2.000 psi e acima. O esconde-esconde esgota a água da caldeira do produto químico projetado para controlar a incrustação e a corrosão.
Os pesquisadores também descobriram que os compostos de fosfato frequentemente precipitaram de forma incongruente, com razões molares de depósito de sódio para fosfato de 2 para 1 ou mesmo menores. O esconderijo pode ser o pior em uma unidade de ciclismo. Considere uma caldeira com baixa carga com tratamento com fosfato. À medida que a carga é elevada e os fluxos de calor aumentam, a deposição de fosfato de sódio aumenta. Devido à precipitação incongruente, a razão Na:PO4 do fosfato restante na solução aumenta, aumentando o pH da água a granel. O químico pode, então, adicionar uma mistura di-/tri-sódio para aumentar a concentração de fosfato e diminuir o pH, mas esse fosfato também se esconde. Quando a carga da caldeira é reduzida, a situação se reverte e o fosfato precipitado se dissolve novamente. Nesse caso, no entanto, os depósitos de fosfato de sódio, que têm uma baixa proporção de Na:PO4, conduzem o pH para baixo à medida que voltam para a solução. O tratamento coordenado ou congruente com fosfato pode ser impossível de controlar em caldeiras que exibem esconderijo.
Pesquisas também mostraram que os depósitos de baixa proporção de sódio para fosfato induzem um fenômeno conhecido como corrosão de fosfato ácido, que ataca diretamente o metal da caldeira. Esse mecanismo agora é suspeito de ser responsável por muitos danos ao tubo da caldeira anteriormente considerados causados por ataque cáustico. As análises indicam que os fosfatos de sódio formam um complexo de sódio-ferro-fosfato com a camada de magnetita, como um composto conhecido como maracite.
De acordo com essas descobertas, a lista a seguir descreve diretrizes importantes para o tratamento com fosfato, conforme compilado por uma importante organização internacional associada ao setor de energia. Há menos consenso entre outras indústrias, como amônia, refinarias, etileno e outras plantas petroquímicas. Alguns desses outros setores continuam a executar programas congruentes.
- O fosfato trissódico é a única espécie de fosfato recomendada. Isso reduz o potencial de deposição de fosfato ácido. No entanto, a concentração cáustica livre não deve exceder 1 ppm para minimizar o potencial de corrosão cáustica sob depósito. Programas de computador estão disponíveis, inclusive em formato de planilha, para otimizar a química do fosfato de água da caldeira e reduzir as chances de fosfato ácido ou corrosão cáustica.
- Faixa de concentração recomendada de TSP de 0,3 a 2,4 ppm. A faixa é baixa para minimizar o esconderijo, mas algum resíduo é necessário no caso de um vazamento no tubo do condensador ou outro ingresso de contaminantes. Como os sistemas de tratamento de água de reposição produzem água de alta pureza, a principal função do TSP na caldeira é o controle do pH, e até mesmo uma leve concentração o fará. As faixas de pH recomendadas variam modestamente dependendo do projeto da caldeira, mas normalmente estão dentro de uma faixa de 9,2–9,8.
- Como a baixa concentração de fosfato fornece proteção limitada contra vazamento no tubo do condensador, a unidade deve ser desligada quando uma perturbação for detectada e a condição de perturbação corrigida.
A questão do esconderijo de fosfato levou ao desenvolvimento de alimentação cáustica reta como um tratamento alternativo para unidades de tambor de alta pressão. No entanto, é necessário um monitoramento e um controle muito cuidadosos dessa química para evitar um ataque cáustico com depósito insuficiente. Semelhante às condições descritas no item 1 acima, a concentração de hidróxido de sódio livre em programas cáusticos retos deve ser limitada a 1 ppm para proteger a parte interna da caldeira.
Métodos de tratamento interno para geradores de vapor industriais
Embora os geradores de vapor industriais normalmente operem em pressões e temperaturas mais baixas do que as caldeiras de serviços públicos, a escolha do tratamento interno pode ser frequentemente mais complexa. Um fator de influência refere-se à pureza da água de reposição, e um exemplo comum vem daquelas unidades nas quais o abrandamento de sódio é o principal método de tratamento de reposição sem equipamento adicional para remoção de alcalinidade. Caldeiras de baixa e média pressão muitas vezes precisam apenas da alcalinidade presente na água de alimentação para fornecer a basicidade necessária para a química interna. Às vezes, no entanto, pode ser necessária alcalinidade adicional. Dois construtores de alcalinidade comuns são hidróxido de sódio e hidróxido de potássio (KOH) para caldeiras <600 psi. Esses álcalis são frequentemente misturados em formulações químicas de água de caldeira em concentrações apropriadas para as pressões de caldeira direcionadas. Às vezes, o hidróxido de potássio é selecionado devido às propriedades de mistura favoráveis. O hidróxido de potássio também tem um ponto de congelamento menor do que o hidróxido de sódio em concentrações comerciais. A segurança é uma preocupação importante ao manusear esses produtos químicos, especialmente se forem alimentados separadamente e não misturados com outros produtos químicos de tratamento.
Tratamentos adicionais são frequentemente necessários para prevenir a formação de incrustações ou incrustação por impurezas. Um resumo da evolução do tratamento e dos fatores de influência é descrito abaixo.
- As pressões das caldeiras aumentaram de 10 a 20 psi em meados dos anos 1800 para 200 psi e mais na década de 1920.
- As patentes foram emitidas em 1857 para ligninas e taninos como tratamentos de caldeira, em 1863 para fosfato dissódico e em 1887 para fosfato trissódico.
- Os fosfatos se tornaram amplamente aceitos na década de 1930 como substitutos de programas anteriores, menos baseados na ciência.
- Combinações fosfato/polímero surgiram na década de 1950, com um componente-chave sendo dispersantes de acrilato que reduziram a produção de lodo.
- Os quelantes entraram em uso na década de 1960 e foram frequentemente combinados com dispersantes de acrilato, como PAA (ácido poliacrílico) ou AMPS (ácido 2-acrilamido-2-metilpropano sulfônico). Estes foram programas de solubilização e poderiam fornecer caldeiras muito limpas, mas quelantes podem induzir corrosão significativa se não forem aplicados adequadamente.
- Os programas de polímeros tornaram-se populares para muitas aplicações. Eles também podem causar corrosão sem controle cuidadoso, mas são menos propensos a induzir corrosão do que os quelantes.
A discussão a seguir descreve em mais detalhes a progressão dos programas de tratamento e sugere o planejamento cuidadoso necessário ao selecionar um programa.
Programas de tratamento com carbonato
Um método de tratamento precoce para geradores de vapor, especialmente para unidades com altas concentrações de dureza da água de alimentação (>60 ppm de cálcio), os programas de carbonato realmente induziram precipitação. Esses programas foram quase inteiramente substituídos por produtos químicos mais avançados, mas ainda podem ser encontrados ocasionalmente. Os locais remotos (muitas vezes temporários) de extração de minerais ou petróleo às vezes têm caldeiras sem nenhum tratamento de água de reposição, portanto, a deposição ocorrerá à força.
Programas indutores de depósitos precipitam preferencialmente o cálcio como carbonato de cálcio e magnésio como hidróxido de magnésio ou silicato de magnésio. A incrustação de sulfato de cálcio pode ser minimizada fornecendo-se carbonato de sódio (Na2CO3) suficiente para reagir com qualquer sulfato de cálcio que entre na caldeira através da reposição.
CaSO4 + Na2CO3 → CaCO3↓ + Na2SO4 | Eq. 4-16
Mais tarde, descobriu-se que o fosfato auxilia nas reações de precipitação preferenciais.
Vantagens e desvantagens dos programas de precipitação
| Vantagens | Desvantagens |
|---|---|
| 1. Adequado para caldeiras com dureza de água de alimentação extremamente alta (>60 ppm). | 1. TDS e TSS altos limitam os ciclos de concentração na caldeira. |
| 2. Pressão limitada a 450 psi. | 2. É provável que sejam necessárias limpezas (descalamento). |
Programas de fosfato e fosfato-polímero
As aplicações de fosfatos para tratamento de água de caldeira de alta pressão foram descritas anteriormente, mas podem ser ainda mais importantes para caldeiras de baixa pressão, particularmente se houver dureza. Conforme observado, o fosfato e a alcalinidade produzidos por sua reação com a água irão, com química correta, reagir com dureza para gerar precipitados de cálcio e magnésio relativamente não aderentes que partem na purga da caldeira.
Os doadores de fosfato para tais programas são tipicamente compostos do íon ortofosfato PO4-3, gerados a partir de fosfato trissódico e dissódico, ou talvez um polifosfato, tal como hexametafosfato de sódio ou tripolifosfato de sódio cristalino/pirofosfato tetrassódico. Esses últimos compostos se decompõem em ortofosfato na caldeira.
Programas modernos de fosfato para caldeiras industriais geralmente incluem agentes condicionadores de polímero, desenvolvidos pela primeira vez nas décadas de 1950 e 1960, para melhorar a remoção de depósitos por meio da purga da caldeira. Os polímeros funcionam alterando a estrutura cristalina e aumentando a solubilidade dos compostos que precipitam do tratamento com fosfato. Detalhes adicionais sobre esses polímeros são fornecidos na próxima seção. Um aspecto muito importante de alguns polímeros é sua capacidade de manter os produtos de corrosão por óxido de ferro em suspensão, que podem então ser removidos por purga. Como mencionado anteriormente, um problema que frequentemente assola caldeiras industriais e, às vezes, caldeiras de serviços públicos, é o transporte de produtos de retorno de condensado e corrosão de água de alimentação, geralmente óxidos de ferro, para a caldeira, com subsequente deposição nas partes internas da caldeira.
O monitoramento e o controle das concentrações residuais de alimentação de fosfato e água de caldeira são diretos com a ajuda de instrumentação contínua on-line e de coleta de amostras. As análises de amostra para concentrações de fosfato filtradas e não filtradas podem ajudar na solução de problemas químicos durante condições adversas. Métodos analíticos também estão disponíveis para monitorar as concentrações de aditivos poliméricos.
A alimentação de uma formulação de fosfato/polímero a montante da caldeira, talvez até o tanque de armazenamento do desaerador, maximizará o tempo de reação. No entanto, esse arranjo não é aceitável se um fluxo de água de alimentação for utilizado para a temperação de vapor. A injeção de compostos não voláteis diretamente no vapor pode danificar superaquecedores e turbinas.
Vantagens e desvantagens dos programas de fosfato/polímero
| Vantagens | Desvantagens |
|---|---|
| 1. Bom desempenho em uma ampla variedade de condições de água de alimentação, embora todos os programas tenham um desempenho mais eficiente se a dureza puder ser mantida em níveis baixos. | 1. A deposição pesada em tubos de caldeira pode permitir a concentração de espécies ácidas ou alcalinas que causam corrosão. |
| 2. O fosfato pode servir em uma ampla faixa de pressão, de unidades de serviços públicos de pressão muito baixa a alta. | 2. Nas temperaturas das caldeiras de serviços públicos, o esconderijo de fosfato se torna um problema distinto. |
| 3. Monitoramento e controle diretos. | 3. A geração de precipitados requer um bom gerenciamento da purga. |
| 4. Pode lidar com flutuações de dureza melhor do que todos os produtos químicos ou quelantes de polímero. | 4. Em unidades de alta pressão onde a separação vapor-umidade se torna menos eficiente, um pouco de fosfato pode ser transportado com vapor e formar depósitos soltos em curvas em U de superaquecedor e reaquecedor. Esses depósitos podem causar superaquecimento do tubo. |
| 5. Aprovado pela FDA/USDA. |
Programas para todos os polímeros
Os programas de todos os polímeros foram desenvolvidos há várias décadas com o objetivo de manter a limpeza do tubo da caldeira de forma semelhante aos programas de quelantes, mas sem o potencial de corrosão do quelante. Eles são normalmente projetados para sistemas com água de alimentação de baixa dureza (<1,0 ppm de cálcio) e uma faixa de pressão <900. Como o nome todo-polímero indica, a química não contém fosfatos inorgânicos ou outros álcalis. Programas bem projetados proporcionaram desempenho excepcional com risco de corrosão reduzido. O controle de depósito bem-sucedido envolve vários mecanismos inter-relacionados, incluindo sequestro; dispersão para manter precipitados de tamanho muito pequeno e suspensos na água da caldeira; e modificação de cristal que altera a estrutura cristalina normal e inibe a formação de fortes ligações de cristal a superfícies metálicas.
Estes polímeros têm tipicamente um ou mais dos três grupos ativos ligados à estrutura principal do polímero: carboxilatos (R-COO–), sulfonatos (R-SO3–) ou uma espécie não iônica, tal como amida, que contém uma molécula de oxigênio e amina. Compostos específicos incluem poliacrilato (PA), ácido poliacrílico (PAA), ácido acrílico/ácido sulfônico acilamido metilpropano (AA/AMPS), polimetacrilato (PMA) e poliacrilamida (PAM). Alguns aditivos comuns a essas formulações incluem fosfatos orgânicos como ácido hidroxietilideno difosfônico (HEDP) e um composto mais novo, o ácido poliisopropenil fosfônico (PIPPA). A PIPPA serve como dispersante de ferro em pressões de até 1.800 psi.
A formulação correta variará dependendo da pureza da água de reposição, da pressão da caldeira e das características operacionais, da química de retorno de condensado e de outras variáveis. Polímeros que funcionam bem para sistemas com reposição de sódio amaciada precisam ser cuidadosamente controlados para caldeiras com reposição de alta pureza e retorno de condensado. Embora o risco de corrosão desses compostos, em comparação com quelantes, seja bastante minimizado, um pouco de corrosão ainda pode ser possível, especialmente em águas de maior pureza onde a sobrealimentação poderia atacar o metal base.
Os produtos de degradação dos dispersantes poliméricos variam de CO2 a amônia e ácidos orgânicos de cadeia curta.
Vantagens e desvantagens de todos os programas de polímeros
| Vantagens | Desvantagens |
|---|---|
| 1. Bom desempenho em uma ampla gama de condições de água de alimentação e pressões de caldeira. | 1. Os requisitos de alcalinidade aumentam o potencial de ataque cáustico em sistemas de alta pressão. |
| 2. Monitoramento e controle diretos. | 2. A geração de precipitados requer um gerenciamento cuidadoso da purga |
| 3. Aprovado pela FDA/USDA. | |
| 4. Carregar resíduos mais altos não corrosivos em condições de água de alimentação não perturbadas |
Programas de Chelant
A química do quelante para o tratamento do gerador de vapor tornou-se um pouco popular na década de 1960, mas esses programas são raros hoje, com métodos de tratamento de fosfato e polímero sendo mais comuns.
O estudo de quelantes pode envolver um mergulho profundo na química inorgânica, mas do ponto de vista prático, cada molécula de quelante normalmente se liga a um íon metálico através de quatro ou seis sítios reativos no quelante. Essas ligações podem ser muito fortes, impedindo que os íons metálicos passem por outras reações, como formação de incrustação no fluido.
O ácido etilenodiaminotetracético (EDTA) é de longe o quelante mais conhecido e tem encontrado uso em uma variedade de aplicações, inclusive no setor de saúde para tratar pessoas que sofrem de intoxicação por chumbo.
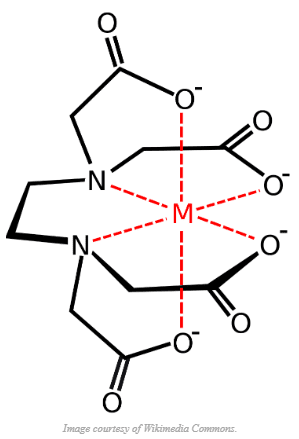
Uma alternativa é o ácido nitrilotriacético (NTA), mas raramente é utilizado. O EDTA requer estequiometricamente 3,8 ppm por 1 ppm de dureza, é estável a 400 psi e tem aprovação total da FDA para esses tipos de aplicações.
A ordem de afinidade do EDTA para cátions é: Fe+3 → Cu+1/Cu+2 → Fe+2 → Ca+2 → Mg+2. Assim, o composto pode sequestrar efetivamente o ferro que entra na caldeira.
Os quelantes devem ser injetados continuamente na água de alimentação através de uma quill de aço inoxidável, normalmente a jusante das bombas de água de alimentação para proteger os impulsores da bomba. É necessária uma desaeração rigorosa da água de alimentação, pois a combinação de oxigênio e quelante pode causar corrosão grave da tubulação da água de alimentação, trocadores de calor e outros equipamentos.
O controle da química do quelante é mais desafiador do que a química do fosfato ou fosfato/polímero. As concentrações de EDTA ou NTA normalmente são mantidas bem abaixo de 20 ppm na água da caldeira e geralmente na faixa de 3 a 6 ppm, pois, de outra forma, a corrosão poderia ser problemática, particularmente nas extremidades do tubo enrolado nos tambores da caldeira.
Os procedimentos de teste para concentração de quelante estão disponíveis, mas têm baixa reprodutibilidade e são difíceis de realizar. Cálculos de equilíbrio de massa podem ser necessários para determinar com precisão as taxas de avanço. Também é importante manter concentrações adequadas de alcalinidade na água da caldeira. O pessoal da ChemTreat pode fornecer diretrizes para aplicações individuais.

REFINARIA ECONOMIZA US$ 238.000 ANUALMENTE COM O TITAN360®
Layup de caldeira
Sempre que uma unidade fica off-line, a entrada de ar pode ocorrer até mesmo nas menores aberturas dentro da rede de água/vapor, particularmente à medida que a unidade esfria e o volume de água encolhe. O oxigênio pode, então, atacar em áreas localizadas e causar sérios danos à tubulação e outros componentes. Os problemas mais problemáticos incluem:
- Piting de aço carbono (e ligas de cobre nas unidades onde ainda existem) no sistema de água de alimentação, caldeira e circuitos de superaquecedor/reaquecedor.
- Fadiga por corrosão (CF) aprimorada e rachadura por corrosão sob tensão (SCC) em circuitos de caldeira, que são frequentemente iniciados por corrosão alveolar.
- Transferência de produtos de corrosão para a caldeira, onde a deposição, particularmente de óxidos de ferro porosos, pode levar à corrosão sob depósito (UDC) durante a operação da unidade.
- Piting das pás da turbina nos últimos estágios de baixa pressão onde ocorre deposição de sal. Piting aqui também leva a FC e CCS.
Como esta lista indica, a proteção contra corrosão adequada cobre todo o sistema gerador de vapor, não apenas a caldeira. A referência 16 fornece um resumo sucinto das necessidades de preparação:
As estratégias de proteção devem levar em conta fatores específicos do local, requisitos operacionais e projeto da unidade. Uma transição perfeita do serviço para o desligamento, para o período fora de serviço ou de instalação e para a inicialização subsequente da unidade deve ser considerada na estratégia. O armazenamento adequado de todos os principais componentes ou sistemas deve ser incorporado em um procedimento de configuração abrangente para a unidade. Os períodos de desligamento e de preparação devem ser vistos como uma continuação das boas práticas químicas da água usadas durante a operação. O objetivo principal da química do ciclo é fornecer superfícies de óxido de proteção em todos os componentes em todos os circuitos de vapor e água, a fim de minimizar a corrosão e reduzir depósitos de concentração e desempenho em transferência de calor e superfícies aerodinâmicas.
Um dos principais extratos da cotação acima são os “requisitos operacionais”. Durante grande parte do século passado, a operação de carga base de grandes usinas a carvão era a norma. Agora, bem no século XXI, com a expansão significativa da energia renovável, a maioria das usinas alimentadas por fósseis, sejam elas unidades de carvão remanescentes ou geradores de energia de ciclo combinado, operam em um modo de ciclismo, com partidas e desligamentos frequentes. Esse aspecto desempenha um papel importante na seleção de técnicas de layout.
Fatores significativos de disposição incluem:
- Tipo e duração da interrupção
- Flutuações de interrupção de curto a intermediário por carga
- Interrupção forçada devido a um problema no equipamento, como uma falha no tubo da caldeira
- Interrupção de manutenção programada
- Armazenamento de longo prazo
- Tempo de espera previsto antes da inicialização
- Metalurgia e equipamentos presentes nos circuitos de caldeira e condensado/água de alimentação
- Potencial para congelamento
- Condições atmosféricas locais (ou seja, umidade relativa) e risco de formação de ácido na lateral da caldeira.
- A capacidade (e o desejo) do pessoal da fábrica de instalar um sistema de cobertura de nitrogênio ou utilizar ar desumidificado para a colocação a seco.
Escolhendo o método correto de Layup
Um conjunto comum de critérios para a duração da interrupção é o seguinte:
- Curto prazo: Pernoite ou talvez durante um fim de semana
- Prazo intermediário: Mais de um fim de semana a mais ou menos uma semana
- Longo prazo: Algumas semanas a meses
Métodos úmidos são frequentemente selecionados para layups curtos e intermediários, pois o gerador de vapor deve estar disponível para um rápido retorno ao serviço. Quando possível, e isso se aplica especialmente a interrupções curtas durante a noite, manter o calor na unidade mantendo os circuitos vedados minimizará a entrada de ar. Um termo comum é “envasar” a unidade. Se possível, um vácuo deve ser mantido no lado do vapor do condensador para evitar vazamento de ar ambiente para o condensador e especialmente para a turbina LP. Para interrupções que duram vários dias, são necessários métodos adicionais para proteger a unidade, mas disponibilizá-la para inicialização rápida. Em algumas fábricas com vários geradores de vapor, pode ser possível importar vapor de uma unidade operacional para manter o gerador de vapor aquecido. Ou a planta pode ter uma caldeira auxiliar para fornecer vapor de aquecimento. Os locais comuns de amarração a vapor incluem o tambor da caldeira e as aberturas do desaerador. Para unidades convencionais, as ventilações do aquecedor de água de alimentação são outra opção.
Em relação às configurações úmidas da unidade de serviços públicos, lembre-se da discussão anterior sobre a química operacional do AVT(R) e do AVT(O) anteriormente neste capítulo. O AVT(R), que é necessário para sistemas de água de alimentação de metalurgia mista, utiliza uma combinação de amônia e um agente redutor/ sequestrante de oxigênio. Para sistemas de toda a metalurgia ferrosa, o AVT(O), que exclui o agente redutor, é a escolha recomendada. Uma recomendação geral para as unidades sobre qualquer um desses produtos químicos operacionais é a seguinte:
Mantenha o potencial de oxidação-redução química da água no ciclo igual durante todas as condições de operação. Este princípio se refere não apenas à exclusão do ar, mas também à manutenção de resíduos químicos que existem durante a operação. Se agentes redutores (como hidrazina) forem usados durante a operação normal, eles devem ser usados durante a preparação. Se não forem, eles não devem ser introduzidos apenas para disposição (a menos que existam circunstâncias atenuantes que devam ser revisadas).
Quais são essas circunstâncias atenuantes? Eles envolvem aceitação ou rejeição de um método de proteção que é fortemente recomendado, mas muitas vezes não adaptado pela gerência da fábrica: tampa de nitrogênio, também conhecida como cobertura.
Cobertura de nitrogênio
Como foi observado, se o sistema de vapor for deixado esfriar com água restante, o ar pode ser aspirado para dentro, o que gera corrosão localizada e potencialmente muito prejudicial. A aplicação de nitrogênio em vários pontos estratégicos no sistema gerador de vapor quando a caldeira esfria a uma pressão de 5 psig inibirá o vazamento de ar e estabelecerá uma atmosfera inerte. A tabela a seguir, extraída e editada da Referência 16, fornece uma visão geral do processo de desligamento e de instalação úmida, conforme desenvolvido para usinas de geração de vapor convencionais.
Tabela 4-4 – Procedimentos de Layup Úmido para Unidades Convencionais com Cobertura de Nitrogênio
| Etapa inicial | Deixe a caldeira esfriar até 5 psig |
| Como a caldeira está resfriando a partir de 5 psig, execute as seguintes etapas | Antes ou durante o desligamento, certifique-se de que o pH da caldeira seja >9,5. Se a unidade estiver em tratamento de água de alimentação AVT(R), o agente redutor residual pode ser aumentado. |
| Estabeleça uma manta de nitrogênio no desaerador, pois o vapor para o desaerador é isolado. | |
| Estabeleça uma manta de nitrogênio no lado da carcaça dos aquecedores de água de alimentação à medida que a pressão para os aquecedores é isolada. | |
| Coloque o reaquecedor sob vácuo abrindo as linhas de drenagem do reaquecedor enquanto mantém o vácuo do condensador. | |
| Adicione nitrogênio ao reaquecedor para quebrar o vácuo no condensador. (É importante não deixar o ar entrar na turbina LP se o vácuo precisar ser quebrado.) | |
| Abra o suprimento de nitrogênio para o superaquecedor para encher a caldeira e o superaquecedor à medida que o vapor colapsa. | |
| Estabeleça uma manta de nitrogênio em (ou drene e seque) qualquer tanque de gotejamento, condensadores auxiliares ou outro equipamento úmido. | |
| Coloque sinais de aviso em todos os equipamentos contendo nitrogênio e certifique-se de que os procedimentos de bloqueio e identificação sejam rigorosamente aplicados. |
A adesão a essas diretrizes fornecerá proteção a toda a unidade geradora de vapor. A segurança é crítica, pois embora o nitrogênio não seja venenoso (nossa atmosfera contém 78% de nitrogênio), o potencial de asfixia rápida é possível se entrar em uma área fechada com conteúdo limitado de oxigênio.
Os procedimentos para HRSGs de capeamento de nitrogênio seriam tipicamente semelhantes. Uma diferença notável é que a maioria dos HRSGs não tem aquecedores de água de alimentação além de um desaerador, para que essa etapa possa ser eliminada. Dadas as frequentes paradas e partidas de muitas unidades de ciclo combinado, a tampa de nitrogênio pode fornecer excelente proteção dos HRSGs durante os curtos tempos de resposta. A referência 17 fornece detalhes sobre o sistema de capeamento de nitrogênio de uma planta de ciclo combinado no centro-oeste. Esta instalação tem um gerador de nitrogênio para a produção e armazenamento do gás, que protege os dois HRSGs da planta durante os layups úmidos. Também empregado nesta instalação para proteção de disposição úmida está um sistema de circulação que pode mover a água tratada de condensado e caldeira por todos os circuitos do lado da água dos HRSGs. O sistema de circulação de qualquer unidade deve ser equipado com pelo menos uma torneira de amostra e válvula para que as amostras possam ser coletadas regularmente, como uma vez por semana ou mês para avaliar as condições. Se a concentração química do tratamento cair abaixo de um limite pré-selecionado, produtos químicos frescos devem ser adicionados.
Em muitas fábricas, a gerência pode refugiar-se às custas da instalação de sistemas de cobertura de nitrogênio sem perceber que a tecnologia poderia facilmente pagar a si mesma se estivesse em vigor. Preocupações com a segurança em espaços confinados às vezes também influenciam essas decisões. Para unidades com química de água de alimentação AVT(R), alguma proteção permanece possível instalando o sistema de circulação mencionado acima para mover a água tratada através das caldeiras e sistemas de condensado/água de alimentação. Isso ajuda a minimizar locais estagnados que induzem corrosão localizada. O pH é ajustado acima de 9,5 com amônia ou amina alcalinizante, com alimentação suplementar de agente redutor não volátil. A situação se torna mais complicada para sistemas AVT(O) sem cobertura de nitrogênio, pois o uso de um agente redutor durante o desligamento viola o princípio de manter o mesmo estado de oxidação com a unidade ligada ou desligada.
Layup seco
Quando uma unidade fica off-line por um período prolongado e sem a necessidade de uma inicialização rápida, normalmente são recomendadas configurações secas. Se conduzida corretamente, uma das três condições de corrosão é eliminada pela remoção da umidade livre. Dois métodos para evitar que o ar úmido cause corrosão durante uma instalação seca são a alimentação de ar quente e desumidificado (DHA) para a unidade ou a cobertura de nitrogênio, onde um volume muito maior de nitrogênio é necessário em comparação com uma instalação úmida. Esta seção se concentra principalmente em layups secos de DHA. As recomendações gerais estão descritas na Tabela 4-5 abaixo, novamente extraídas e editadas da Referência 16.
Tabela 4-5 – Procedimentos de Layup a Seco para Unidades Convencionais com DHA
| Etapa inicial | Deixe a caldeira esfriar até 25 psig. |
| Como a caldeira está resfriando a partir de 25 psig, execute as etapas a seguir | Drene o tanque de armazenamento do desaerador assim que o vapor for isolado. |
| Abra os drenos do lado da carcaça da água de alimentação enquanto os aquecedores estiverem quentes. | |
| Coloque o reaquecedor sob vácuo abrindo as linhas de drenagem do reaquecedor enquanto mantém o vácuo do condensador. | |
| Drene o poço quente do condensador completamente enquanto ainda estiver quente. | |
| Circule o ar desumidificado através da turbina LP e para fora do poço quente. | |
| Drene toda a tubulação de água de alimentação, tanques de gotejamento e outros equipamentos relacionados. | |
| Drene a caldeira quando a pressão atingir 25 psig. Ar comprimido seco pode ser utilizado para auxiliar na drenagem. | |
| Introduza o DHA na caldeira, superaquecedor, desaerador e equipamentos relacionados para estabelecer uma umidade relativa de <35%. |
Um aspecto crítico desse processo é a drenagem do equipamento enquanto ele ainda está quente. Isso permite a secagem rápida da maior parte da umidade que, de outra forma, permaneceria na unidade e potencialmente ficaria saturada com oxigênio. A secagem por flash pode ser particularmente importante para remover a umidade de superaquecedores não drenáveis.
Outra etapa crítica é a circulação de DHA quente através do maior número possível de circuitos. Em primeiro lugar, a drenagem completa do poço quente do condensador e a alimentação de ar quente através do condensador para dentro da turbina LP. Mesmo em fábricas com excelentes programas químicos de água/vapor, ainda ocorre uma pequena transferência de impurezas para a turbina. Esses compostos precipitam nas últimas fileiras da turbina LP, onde a primeira umidade (comumente chamada de “condensado precoce”) começa a se formar antes da descarga de vapor para o condensador. Esses depósitos, principalmente cloreto de sódio e sulfato, não são problemáticos durante a operação normal. No entanto, se o condensador for aberto e a turbina for exposta a uma atmosfera úmida, os depósitos absorverão umidade que, por sua vez, pode causar corrosão das pás da turbina e do rotor. A operação subsequente da unidade pode avançar a corrosão alveolar para fadiga por corrosão e rachaduras por corrosão sob tensão. Esses problemas são descritos em uma seção posterior.
Levando a ideia de circulação de ar quente um passo adiante, o EPRI publicou anteriormente diretrizes sobre métodos para circular ar quente por todo o sistema gerador de vapor. Um aspecto fundamental deste método é a capacidade de sustentar válvulas de parada de vapor abertas e reaquecidas. Idealmente, a DHA é introduzida no condensador ou na turbina LP e flui de forma anticorrente através do sistema de vapor para a caldeira e, em seguida, para o sistema de condensado/água de alimentação. A circulação de DHA também pode ser disposta em HRSGs de multipressão.
Um conjunto de procedimentos um pouco semelhante, conforme descrito na Tabela 4-5 acima, pode ser desenvolvido para a colocação a seco com manta de nitrogênio, com as primeiras etapas ainda secando. No entanto, vários fatores exigem consideração extra. Um, é claro, é a quantidade muito maior de nitrogênio necessária para encher um gerador de vapor vazio em vez de tampar uma unidade com água em níveis normais. O segundo é a segurança. Obviamente, é muito mais fácil para o pessoal da fábrica entrar em um vaso que foi previamente drenado de água. Avisos claros e procedimentos de bloqueio/sinalização devem estar em vigor. No entanto, para muitas interrupções de longo prazo, como aquelas para manutenção anual, a cobertura de nitrogênio é impossível devido ao trabalho necessário em tubos de caldeira ou superaquecedor, ou outros equipamentos. A circulação de DHA ainda é uma opção viável nessas situações.
Os inibidores de corrosão de fase de vapor (VPCI) oferecem outra opção de disposição potencial. Esses compostos voláteis primeiro vaporizam e, em seguida, condensam em componentes ferrosos e não ferrosos para formar uma forte ligação superficial. A camada monomolecular inibe as reações de corrosão eletroquímica. A capacidade de vedar equipamentos nos quais VPCIs foram colocados é importante para maximizar a concentração de vapor e estabelecer uma camada protetora completa. Dependendo dos requisitos de pureza do ciclo de vapor, podem ser necessários sopros de vapor e/ou aumento da purga na inicialização para remover os compostos do ciclo. VPCI é uma consideração muito válida para a disposição seca do gerador de vapor no lado da água e do equipamento do lado do fogo se os componentes puderem ser adequadamente vedados da atmosfera.
Tratamento químico para a instalação de geradores de vapor industriais
Conforme observado acima, produtos químicos voláteis, como amônia ou aminas neutralizantes e, em certos casos, agentes redutores/ sequestrantes de oxigênio, são necessários para serviços públicos de alta pressão e para layups de caldeiras industriais, com alta pressão neste caso definida como >900 psi. A principal razão para o tratamento químico volátil, e isso se aplica tanto à disposição quanto à operação normal, é que a maioria desses geradores de vapor de alta pressão empregam a attemperação por pulverização direta do controle de temperatura do vapor principal e de reaquecimento. Este é um caminho direto da água de alimentação para o vapor, e o uso de compostos não voláteis pode causar problemas graves em circuitos de superaquecedor/reaquecedor e especialmente turbinas.
Embora a cobertura de nitrogênio seja uma possibilidade para a colocação úmida de unidades industriais, esse método é frequentemente considerado muito caro ou trabalhoso. Para as configurações úmidas estendidas de caldeiras de pressão baixa a intermediária sem atemperação direta do vapor, é comum administrar sulfito de sódio (Na2SO3) a uma concentração de até 100 ppm para reagir com o oxigênio dissolvido. Várias possibilidades são possíveis para controlar o pH. As aminas alcalinizantes descritas anteriormente neste capítulo são uma opção, mas para unidades sem superaquecedores, outra possibilidade é a alcalinidade do hidróxido para manter um pH de 11,0. Dados de corrosão sugerem que este é um bom pH para minimizar a corrosão do aço carbono em condições ambientes. Como a mistura de produtos químicos pode ser desafiadora depois que a unidade for desligada, a injeção de produtos químicos é normalmente recomendada até 30 minutos antes do desligamento. Isso permite uma mistura completa de produtos químicos de layup. Os níveis de sulfito devem ser inicialmente mantidos a 200 ppm devido à demanda criada pela entrada de ar. Uma vez consumido o oxigênio dissolvido, mantenha 100 ppm de sulfito.
Proteção contra incêndio
O lado do fogo da caldeira também requer atenção durante a instalação. Muitos combustíveis contêm enxofre, que pode se combinar com umidade ambiente e formar ácidos fortes em superfícies metálicas. O principal objetivo da disposição lateral do gás é manter as condições quentes e secas acima do ponto de orvalho ambiente. Isso pode ser feito com aquecedores portáteis para manter a unidade aquecida e vedando a pilha de exaustão para evitar a entrada de água da chuva e ar externo. Em clima frio, fechar o amortecedor da pilha ajuda a manter o calor dentro da unidade. Alguns procedimentos da fábrica exigem lavagem de depósitos durante interrupções de certas unidades, como caldeiras auxiliares, mas os fluxos de resíduos podem ser bastante ácidos e devem ser descartados adequadamente.
Devolvendo a caldeira ao serviço
As limitações de espaço impedem uma discussão detalhada dos procedimentos de inicialização da caldeira, que podem ser bastante variáveis dependendo se a unidade está sendo devolvida da disposição úmida ou seca, mas várias diretrizes gerais são úteis.
- Se retornar de uma camada úmida onde as dosagens químicas foram aumentadas para proteger a unidade, alguma drenagem combinada com substituição de diluente purificado pode ser necessária para atingir os limites químicos operacionais.
- Quando uma caldeira é colocada de volta em operação a partir de uma instalação seca, é necessário cuidado para minimizar a corrosão potencial da água de enchimento. Vários métodos para fazer isso estão descritos abaixo.
- Ao encher uma caldeira para inicialização, é importante que os procedimentos incluam a adição dos produtos químicos do gerador de vapor para que a química adequada esteja em vigor à medida que a caldeira é aquecida e eventualmente colocada on-line. Um aspecto fundamental a esse respeito é estabelecer um pH >8,0 da água da caldeira antes do disparo. Para as muitas caldeiras de tambores que usam tratamento com fosfato, isso significa estabelecer a concentração adequada de fosfato na água da caldeira.
O primeiro item pode ser particularmente importante em unidades com ligas de cobre no sistema de condensado/água de alimentação. Na maioria das vezes, essas situações são limitadas a unidades mais antigas e convencionais com vários aquecedores de água de alimentação. A combinação de oxigênio e amônia pode ser bastante corrosiva para o cobre e suas ligas.
No que diz respeito ao enchimento de uma caldeira a partir de uma instalação seca, alguns dos esforços na proteção da unidade contra corrosão podem ser negados enchendo-se a partir de um tanque de armazenamento de condensado ventilado atmosfericamente à temperatura ambiente. A pulverização de vapor, se o equipamento estiver no lugar, desses tanques antes do enchimento da caldeira reduzirá muito a concentração de D.O. Na planta de ciclo combinado descrita na Referência 17, um sistema de tratamento de membrana de transferência de gás está em vigor para reduzir a concentração de oxigênio dissolvido da água de reposição para 10 ppb. Mesmo com a reposição desoxigenada, à medida que a caldeira está sendo abastecida, o oxigênio pode entrar no condensado do ar na caldeira. Encher a caldeira pela parte inferior da unidade reduz a exposição ao ar.
Na inicialização, é importante seguir as diretrizes do fabricante em relação às taxas de aquecimento, alternativamente conhecidas como taxas de rampa. O disparo excessivo pode danificar equipamentos, incluindo superaquecedores e reaquecedores (se presentes) e turbinas. Dada a alta capacidade de ciclagem de muitas caldeiras agora, esses problemas são acentuados. O resultado pode ser uma vida útil reduzida dos ativos e o aumento das interrupções forçadas por falhas induzidas por estresse.
Limpeza química de geradores de vapor
Durante a operação da unidade, os tubos da caldeira e os componentes internos acumulam depósitos. Com reposição consistente de alta pureza e condensado limpo, os materiais consistem principalmente em produtos de corrosão por óxido de ferro de outros lugares do sistema. O cobre também pode estar presente se o sistema de condensado/água de alimentação tiver trocadores de calor com tubos de liga de cobre. Se a unidade estiver atormentada com transtornos de água de reposição ou vazamento do trocador de calor para o retorno de condensado, os depósitos podem variar amplamente de compostos de dureza a orgânicos.
Como foi observado, os depósitos reduzem a transferência de calor e podem induzir corrosão sob depósito. As fontes de contaminação e outros problemas devem ser rapidamente identificados e corrigidos para minimizar a deposição. Mas mesmo assim, podem ser necessárias limpezas químicas periódicas da caldeira para manter a integridade do tubo e a expectativa de vida útil. Algumas das etapas importantes para determinar a necessidade de limpeza química incluem:
- Manter registros de distúrbios de condensado/água de alimentação com dados sobre a natureza e concentração de impurezas e duração do distúrbio.
- Realizar inspeções visuais de componentes internos da caldeira e outros componentes do sistema durante interrupções de manutenção programadas.
- Também durante interrupções, colete amostras de tubos e faça com que os depósitos sejam analisados quanto à quantidade (densidade de depósito, normalmente medida em gramas por pé quadrado) e constituição.
Outras etapas também são necessárias, mas esses dados fornecem informações críticas sobre a necessidade de limpeza química e os depósitos a serem removidos. Este último é extremamente importante na seleção dos solventes e processo de limpeza adequados. Por exemplo, se os depósitos forem principalmente de óxido de ferro, uma limpeza com quelante relativamente benigna (alguma forma de EDTA é uma escolha comum) é possível com algum aquecimento da solução de limpeza. Por outro lado, se a entrada de impurezas tiver causado deposição de sílica, uma limpeza com ácido clorídrico inibido com adição suplementar de bifluoreto de amônio pode ser necessária. É necessário cuidado extra ao manusear essas soluções, que não são apenas agressivas aos depósitos minerais, mas também à carne humana.
As limpezas são processos complexos que exigem a preparação de procedimentos detalhados com a contribuição de operadores da fábrica, pessoal técnico e gestão. Os procedimentos devem ser desenvolvidos com a ajuda do prestador de serviços de limpeza selecionado para o projeto.
Também é importante observar que as limpezas em HRSGs de multipressão podem ser significativamente mais complicadas do que os geradores de vapor convencionais devido à geometria complexa dos HRSGs. Mais um motivo para estabelecer um programa abrangente de química de água/vapor desde o início para minimizar a formação de depósitos.
Sistemas de vapor e química
Embora o controle de condensado/água de alimentação e de química da água da caldeira seja muito importante, talvez ainda mais crítico seja a proteção do sistema de vapor, particularmente se o vapor alimentar turbinas. Turbinas a vapor são dispositivos mecânicos altamente ajustados que, se ocorrer uma falha devido a um problema mecânico ou relacionado a produtos químicos, são extremamente caros de reparar ou substituir e podem obstruir uma fábrica por meses ou mais. Além disso, e isso inclui geradores de vapor industriais sem turbinas, o transporte de sólidos para o vapor pode induzir a deposição e corrosão em superaquecedores, o que pode causar falhas nesses trocadores de calor. O controle de química do vapor é, portanto, uma parte integrante de qualquer programa de química do gerador de vapor. A próxima seção descreve os fundamentos sobre turbinas a vapor, seguidos por uma discussão sobre métodos para proteger sistemas de vapor e turbinas contra deposição de impurezas e corrosão.
Turbinas a vapor
Como foi discutido, o vapor que sai do tambor da caldeira é "vapor saturado" (ou vapor úmido) e não pode ser injetado diretamente em uma turbina porque a formação imediata de gotículas de água causaria erosão excessiva dos componentes da turbina. Portanto, o superaquecimento a vapor é necessário. A energia térmica no vapor superaquecido é convertida em energia mecânica rotacional à medida que o vapor passa pelos estágios da turbina. O número de estágios difere dependendo do tipo e do projeto da turbina, mas a maioria das turbinas industriais tem vários estágios, e algumas têm até 20. Uma platina consiste em lâminas estacionárias (bocais) e lâminas rotativas, também conhecidas como baldes. Os bicos direcionam o vapor para as lâminas rotativas e convertem a pressão (potencial energia) em velocidade (energia cinética).
O rotor da turbina é conectado a um grupo gerador para produzir eletricidade em uma usina elétrica. Na indústria petroquímica, muitas turbinas a vapor acionam compressores.
Embora conjuntos separados de rotores de turbina e gerador sejam possíveis, o mais comum é que a turbina e o conjunto gerador sejam combinados em um único eixo. Na extremidade do gerador, os ímãs fixados ao rotor giram através de uma série de bobinas fixas de “estator” para produzir eletricidade. Os rotores da turbina a vapor vêm em três tipos principais: “soldado”, “encolhido no disco” ou “sólido” (“monobloc”). Um rotor soldado tem cada disco individual soldado ao rotor. Como o nome encolhido no disco indica, os discos são encolhidos e encaixados no rotor. Um rotor monobloco é um projeto em que todo o conjunto de eixo e lâmina é fabricado a partir de uma única forja. O design do rotor soldado é normalmente mais confiável. As falhas do rotor geralmente ocorrem na extremidade de baixa pressão, onde as tensões são as mais altas, como será examinado em uma seção posterior deste capítulo.
Todo o conjunto do rotor, lâminas, baldes e proteções e o vapor que flui através da turbina é protegido e contido com uma placa de cobertura, ou seja, a carcaça da turbina.
Muitas turbinas têm estágios de pá de impulso e reação, cujos projetos básicos são descritos abaixo.
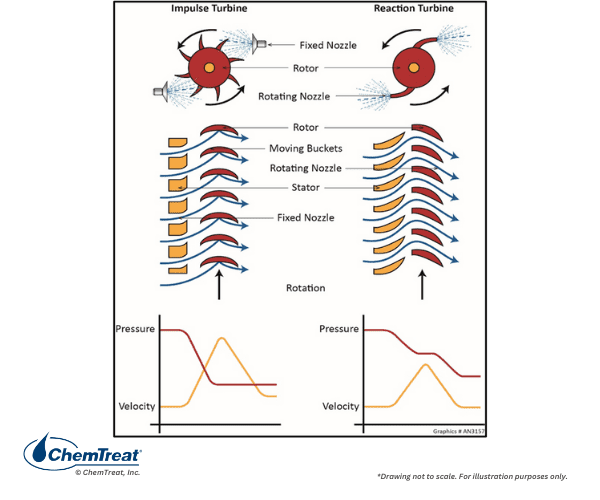
Em um estágio de impulso, jatos de vapor que passam através de bicos fixos afetam diretamente as lâminas do rotor e a rotação do impulso. A velocidade do vapor que sai dos bicos é aproximadamente o dobro da velocidade da lâmina. Em um estágio de turbina de reação, os bocais não são fixos, mas montados no eixo da turbina. O vapor flui através das lâminas de reação com queda de pressão mais baixa e aumento de velocidade mais baixo do que nos estágios de impulso. Assim, são necessárias mais fileiras de lâminas móveis do que em uma turbina de impulso. As turbinas mais eficientes, especialmente para grandes aplicações, empregam estágios de impulso e reação.
Duas medições são comuns para rastrear a queda de pressão em um estágio de turbina: razão de pressão e a porcentagem de reação. A razão de pressão é a pressão na saída do estágio dividida pela pressão na entrada do estágio. A reação é a porcentagem de queda de entalpia isentrópica na lâmina ou balde rotativo em comparação com a queda de entalpia total do estágio. Alguns fabricantes utilizam a queda de pressão percentual em todo o estágio para definir a reação.
Uma turbina pode ter várias seções de diferentes pressões. A configuração do projeto final é determinada pelo uso real ou finalidade da turbina. Exemplos incluem cogeração, produção de eletricidade apenas ou uma turbina de contrapressão para acionar um soprador turbo. Como a Figura 4.16 e o Apêndice 4-1 indicam, as turbinas a vapor típicas da usina elétrica têm três seções separadas. O vapor principal produz uma parte da potência total na turbina de alta pressão. Após concluir o trabalho no estágio de HP, o vapor é devolvido à caldeira para ser reaquecido até sua temperatura original, embora a pressão seja muito menor devido ao trabalho feito no estágio de HP. O vapor reaquecido, que agora tem uma entalpia mais alta, passa pelo estágio IP, onde gera mais energia antes de fluir através da tubulação cruzada para a turbina LP. A turbina LP pode produzir até 50% da energia gerada em uma unidade grande. O vapor de exaustão da turbina LP é convertido em líquido no condensador para retorno à caldeira.
Uma observação rápida sobre o reaquecimento: este processo melhora ligeiramente a eficiência geral da caldeira, mas, mais importante, reduz a quantidade de formação de gotículas de água nos últimos estágios da turbina LP. A condensação excessiva nesta seção pode causar erosão das pás da turbina.
Turbinas de condensação e contrapressão
As figuras acima ilustram turbinas de condensação. Seja resfriado a água ou a ar, os condensadores convertem todo o vapor de exaustão da turbina em líquido. Os condensadores de superfície em que o vapor passa por milhares de tubos de diâmetro relativamente pequeno através dos quais a água de resfriamento circula. A conversão de vapor para condensado reduz o volume em um fator bem acima de 10.000. O colapso do vapor produz um vácuo muito forte dentro da carcaça do condensador, e esse vácuo induzido puxa o vapor através da turbina, maximizando a saída de potência. O condensado se acumula na parte inferior da concha do condensador em um compartimento conhecido como poço quente. De lá, o condensado retorna para a caldeira.
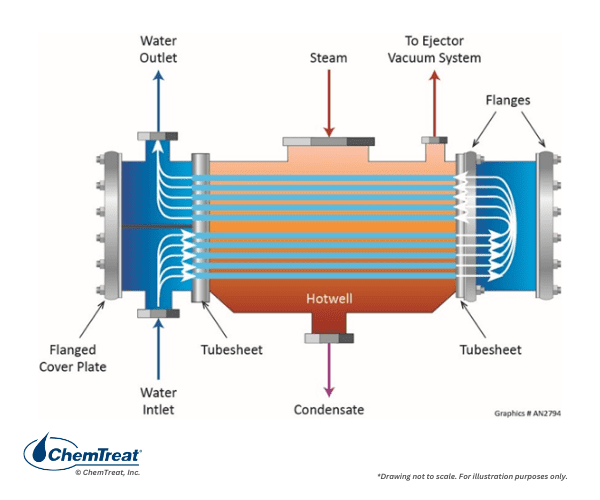
Os controles automáticos mantêm o nível de água dentro de uma faixa predefinida no poço quente, movendo o condensado de e para um tanque de armazenamento separado. As adições ou extrações de condensado são ajustadas automaticamente com base nas alterações na carga da caldeira.
Embora o condensado seja geralmente de alta pureza, ele contém gases não condensáveis, a maioria dos quais entra devido ao forte vácuo no condensador que puxa o ar até mesmo através das menores aberturas. Esses gases crescerão, com o tempo, em concentração e aumentarão a contrapressão da turbina, reduzindo assim a eficiência. Consequentemente, os condensadores de superfície de vapor são equipados com um compartimento de remoção de ar ao qual um vácuo externo é aplicado por ejetores de jato de vapor ou, mais comumente, bombas de vácuo. Em seguida, o vapor é esgotado para a atmosfera.
Um ponto a ser observado é que, em um número crescente de plantas, condensadores refrigerados a ar (ACCs) estão sendo selecionados como um método de conservação de água. Como a densidade do ar é muito menor do que a da água, os ACCs devem ser massivos para alcançar um resfriamento semelhante.

Além disso, os ACCs só podem se aproximar da temperatura de bulbo seco do ar ambiente, enquanto os condensadores resfriados a água fornecidos por uma torre de resfriamento se aproximam da temperatura de bulbo úmido da torre. Em clima quente, especialmente, as perdas de eficiência são maiores com as unidades ACC.
As turbinas de condensação servem principalmente para aplicações de geração de energia, incluindo fósseis e nucleares. Uma dificuldade em condensar turbinas do ponto de vista da eficiência energética é que bem mais da metade da entrada de calor para a água da caldeira é necessária para converter água em vapor, ou seja, o calor latente da vaporização. A maior parte dessa energia é perdida em um condensador padrão. No entanto, em aplicações de cogeração e combinação de calor e energia (CHP), onde o vapor é extraído antes de atingir o ponto de saturação e é utilizado para aquecimento direto, grande parte do calor latente é recuperado em vez de desperdiçado. Essas turbinas são classificadas como turbinas “sem condensação” ou “de contrapressão”.
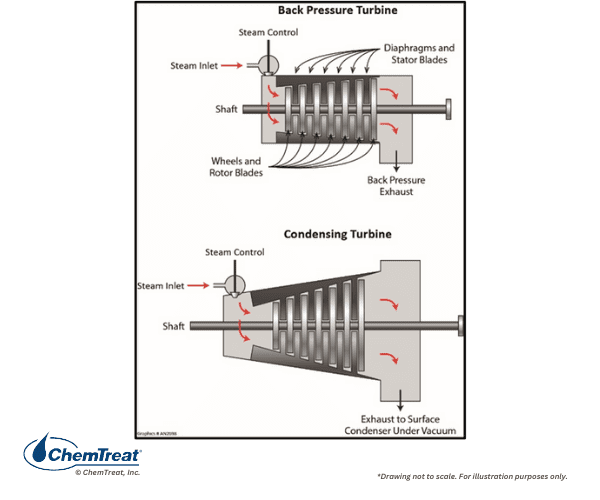
As turbinas sem condensação operam a uma contrapressão de projeto definida pelo requisito do processo. Eles são comuns em uma vasta gama de indústrias pesadas: petroquímicos, celulose e papel, metais primários, etc., e são frequentemente usados para acionar equipamentos centrífugos, como sopradores turbo, compressores turbo e assim por diante.
O vapor de cogeração é frequentemente produzido em caldeiras especializadas, incluindo HRSGs, e é primeiro expandido através de uma turbina para produzir energia elétrica. Algumas portas para extração de vapor para processos da planta podem existir dentro da turbina. A exaustão da turbina principal não é condensada, mas atende a outras aplicações de aquecimento. Por exemplo, considere uma turbina com um suprimento de vapor de entrada de 600 psi e uma pressão de exaustão de 110 psi. A pressão diferencial (DP) é de 490 psi, o que produz energia elétrica. No entanto, o vapor de exaustão ainda contém superaquecimento e pode ser usado para acionar outras turbinas menores ou para aquecimento direto de equipamentos como reboilers, trocadores de calor de processo e vasos de reação, desaeradores, etc. Neste tipo de turbina, a exaustão deve ser mantida a uma pressão constante para evitar flutuações que afetariam a velocidade da turbina.
Outros tipos de turbinas a vapor
Turbinas de cobertura são máquinas sem condensação que podem ser adicionadas a plantas mais antigas de média pressão. As turbinas de topo recebem vapor de alta pressão de novas caldeiras, com o vapor de escape da nova turbina ajustado na mesma pressão que as caldeiras antigas. Este vapor fornece as turbinas existentes.
Em uma turbina de fluxo radial, o vapor flui para fora do eixo para a carcaça. Essas turbinas são utilizadas para aplicações especiais e são comuns na Europa.
Detalhes adicionais da turbina a vapor
As turbinas a vapor são máquinas complexas que devem ser projetadas, fabricadas e mantidas em tolerâncias rigorosas para atender e preservar a saída de energia do projeto e a disponibilidade e confiabilidade da unidade. Esta seção descreve brevemente detalhes adicionais da turbina para não especialistas.
Rolamentos e lubrificação
Dois tipos de mancais servem para apoiar e estabilizar rotores de turbina: mancais radiais e axiais. Um mancal radial consiste em dois meio-cilindros que envolvem o eixo e são internamente revestidos com Babbitt, uma liga metálica que geralmente consiste em estanho, cobre e antimônio. O óleo lubrificante da turbina é aplicado aos mancais radiais, e o rotor gira na película fina de óleo produzida. Os mancais de impulso estão localizados axialmente nos rotores da turbina. A diminuição na pressão do vapor à medida que flui de alta para baixa pressão induz uma força na turbina que deve ser contrabalançada, que é a função desses mancais. O óleo de alta pressão também é aplicado a esses mancais para lubrificação. O óleo lubrificante da turbina deve ser cuidadosamente filtrado para remover partículas sólidas. Os sistemas de óleo lubrificante normalmente incluem centrífugas especialmente projetadas ou outros dispositivos coalescentes para remover a água do óleo. Mesmo assim, os micróbios crescerão nos tanques de óleo lubrificante da turbina que podem, às vezes, precisar de limpeza fora de linha.
Vedações
Dentro de cada carcaça da turbina, os discos com as lâminas mais longas devem ter uma tolerância muito estreita à carcaça para evitar vazamento de vapor. Essas vedações de eixo consistem em uma série de cristas e ranhuras ao redor do rotor e do alojamento, que apresentam um caminho longo e tortuoso para qualquer vazamento de vapor através da vedação, daí o nome comumente conhecido das vedações de labirinto. A pequena quantidade de vapor que escapa é coletada e retorna para uma parte de baixa pressão do circuito de vapor, normalmente o condensador de vapor do bucim, que drena para o condensador principal.
Engrenagem de giro
Operar em “engrenagem giratória” durante o desligamento da unidade é padrão para grandes turbinas a vapor. A rotação lenta mantém o equilíbrio no rotor e evita o arqueamento do peso pesado se a rotação foi completamente interrompida. A rotação também permite que a temperatura se equilibre em todo o rotor à medida que ele esfria.
Vibração da turbina
As turbinas de energia giram a 3.000 ou 3.600 rpm, dependendo se a planta produz eletricidade de frequência de 50-Hz 60-Hz. Minimizar a vibração do eixo, especialmente durante a partida, é fundamental para evitar danos à turbina. A maioria das turbinas médias e grandes tem sensores que medem a vibração para garantir partidas adequadas e operação subsequente na carga. A detecção imediata de quaisquer problemas permite o desligamento antes de danos graves.
Química do vapor
Duas propriedades importantes do vapor são sua qualidade e pureza. Às vezes, eles são trocados incorretamente em discussões a vapor. Qualidade do vapor refere-se à quantidade de umidade no vapor. Por exemplo, vapor com qualidade de 0,95 contém 5% de umidade. Em caldeiras com superaquecedores, o vapor que entra na turbina ou em outros equipamentos de processo tem uma qualidade de vapor de 1,0 mais muita energia de superaquecimento para mantê-la seca, embora caia ligeiramente abaixo desse nível nas últimas fileiras da turbina de baixa pressão à medida que o condensado se forma precocemente.
Como o nome indica, pureza do vapor refere-se ao nível de impurezas dentro do vapor. Os contaminantes podem entrar no vapor através de várias vias possíveis:
- Transferência mecânica no tambor
- Transferência de vapor
- Introdução direta de sprays de tentador para controle de temperatura de vapor
- Decomposição de certos produtos químicos de tratamento de água, mais notavelmente aminas neutralizantes
- Esfoliação de óxidos de ferro da tubulação de vapor
Transferência mecânica
O transporte mecânico é geralmente o problema de maior preocupação. O vapor que se acumula no tambor da caldeira conterá umidade arrastada. Em menor ou maior grau, dependendo do projeto da caldeira, da pressão e de outros fatores, o tambor de vapor terá uma combinação de separadores internos de vapor de água para remover gotículas de água arrastadas e devolvê-las ao líquido do tambor. A figura abaixo mostra alguns dos dispositivos de separação mais comuns.
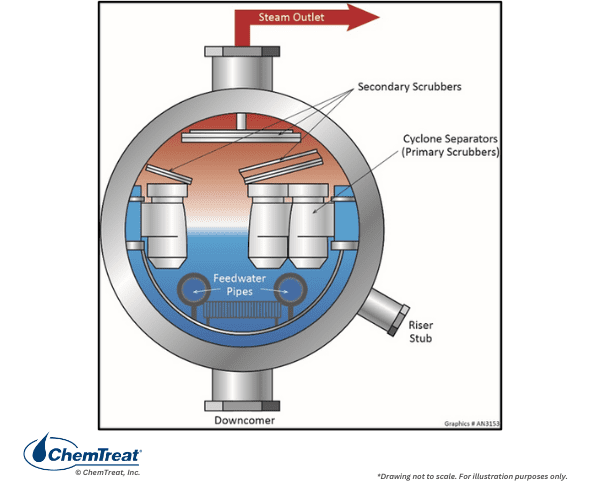
Mesmo com separadores bem projetados, uma pequena quantidade de transferência mecânica ainda ocorre, com a pressão sendo uma influência significativa.
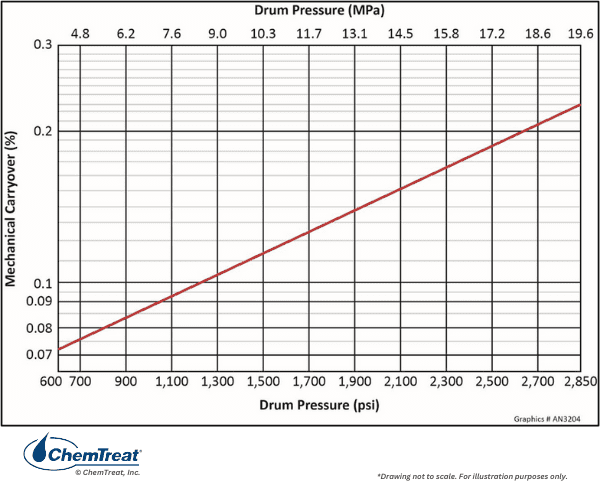
Esse efeito, por sua vez, desempenha um papel nas diretrizes químicas da água da caldeira, pois a água da caldeira em unidades de tambores pode subir em qualquer lugar de 20 a 200 vezes. Mesmo uma leve transferência pode introduzir concentrações inaceitáveis de contaminantes no vapor se não forem monitorados e controlados. Alguns compostos, mais notavelmente hidróxido de sódio e cloreto de sódio, podem causar corrosão grave das pás e rotores da turbina. A maioria dos fabricantes de caldeiras projeta uma transferência mecânica máxima de 0,2%, uma especificação que geralmente pode ser atendida, embora, como indica a Figura 4.57, a pressão tenha uma influência direta.
Os problemas do sistema e o desgaste do equipamento podem induzir desvios de transporte em caldeiras de tambor. A lista abaixo enfatiza novamente os mecanismos mais proeminentes que levam à transferência excessiva.
- Equipamento de separação de vapor danificado
- Alto teor de sólidos dissolvidos na água da caldeira
- Compostos espumantes como orgânicos na água da caldeira
- Projeto de tambor ruim (por exemplo, tambor pequeno, projeto de separador inadequado)
- Alto nível de água do tambor/mau funcionamento da instrumentação e controle do nível do tambor
- Taxas excessivas de rampa de carga
Transferência de vapor
Alguns compostos serão transportados para o vapor como vapor, mais notavelmente sílica. A sílica não é corrosiva, mas os depósitos de sílica podem afetar a aerodinâmica das turbinas e reduzir a produção. A extensão do transporte de sílica é uma função direta da pressão da caldeira e se torna muito mais pronunciada à medida que a pressão aumenta. Para unidades de alta pressão, o limite de sílica recomendado do sistema de reposição é de 10 ppb para evitar que o composto se acumule no tambor a concentrações que induziriam o transporte excessivo.
Os compostos de cobre também transportam vapor para o vapor, especialmente em pressões acima de 2.000 psi. O cobre então se deposita nas pás da turbina de alta pressão e reduz a eficiência aerodinâmica. O transporte de cobre foi, em algum momento, um problema significativo com unidades a carvão, já que muitos deles tinham tubos aquecedores de água de alimentação de liga de cobre. A aposentadoria de muitas usinas a carvão e sua substituição pela geração de ciclo combinado, em grande parte, reduziu esse problema.
Introdução à impureza do atempador
A attemperação do vapor oferece um caminho direto para impurezas entrarem em superaquecedores e turbinas e é mais um motivo pelo qual as unidades não devem ser operadas com um vazamento no tubo do condensador. A entrada de contaminantes pode ser detectada por instrumentação on-line de vapor e água de alimentação.
Decomposição de alguns produtos químicos de tratamento
Uma seção anterior discutiu o uso prolongado de amônia como o principal produto químico para controle do pH da água de alimentação em unidades de energia, e a equação básica é mostrada novamente para referência.
NH3 + H2O - NH4+ + OH–
Em muitas caldeiras de baixa pressão não utilitários e no evaporador de baixa pressão de HRSGs, a amônia piscará com vapor e fornecerá pouca proteção contra fenômenos como FAC bifásico. Como observado, as aminas alcalinizantes são às vezes selecionadas como um suplemento ou até mesmo um substituto direto para a amônia como o produto químico condicionador de pH da água de alimentação. No entanto, em superaquecedores, as aminas se decompõem em ácidos orgânicos de cadeia pequena, mais predominantemente ácidos acéticos e fórmicos.
Intrusão de óxido de ferro
A tubulação de vapor e a tubulação de superaquecimento/reaquecimento também desenvolvem uma camada de óxido de ferro durante a operação. Temperaturas excessivas e ciclos frequentes podem gerar camadas espessas de óxido que podem se fragmentar em vários locais. As partículas são então transportadas a jusante para a turbina. Embora as turbinas tenham telas de entrada para proteção, partículas finas ainda podem entrar na turbina e causar abrasão, particularmente nos estágios de alta pressão.
Amostragem a vapor
Análises de vapor precisas e confiáveis são um aspecto crítico da proteção de superaquecedores/reaquecedores e turbinas. A amostragem representativa de vapor é essencial para a coleta precisa de dados. A primeira etapa na amostragem representativa é escolher os locais corretos da amostra. Os pontos ideais terão a orientação adequada do bocal e estarão situados em tubulação de operação reta livre da influência de distúrbios de fluxo a montante ou a jusante, conforme especificado no ASME PTC 19.11.
Um aspecto fundamental da extração de vapor para análise é a amostragem isocinética, conforme ilustrado abaixo.
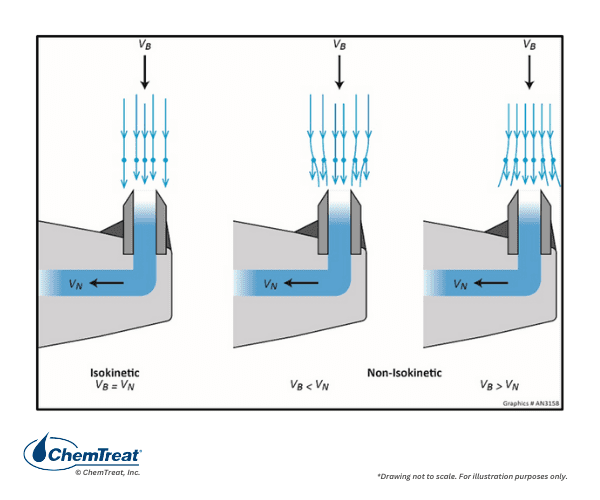
A extração isocinética coleta a amostra na mesma velocidade e vetor direcional do fluido a granel.
A Figura 4.58 abaixo descreve o arranjo ideal de amostragem e condicionamento de vapor.
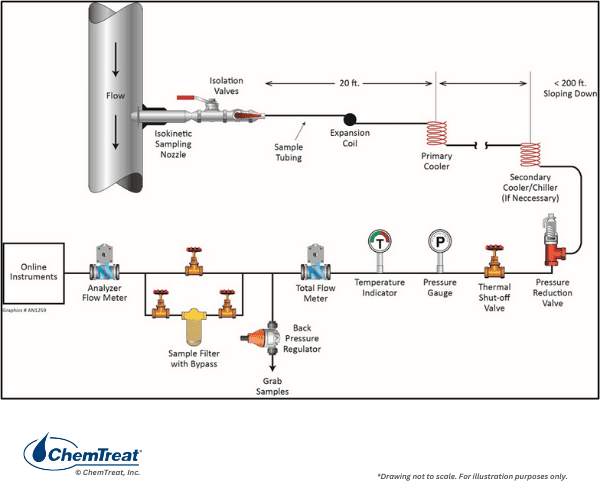
Recomenda-se aço inoxidável 316 ou superior para a construção de bicos de amostra, tubos e todos os outros componentes. Classes de materiais menores, como aço carbono, podem acumular ou gerar impurezas que comprometem a integridade da amostra. A orientação da linha de amostra do bocal até o ponto de recuperação/análise deve ter uma inclinação descendente contínua. A linha de amostra deve ser dimensionada de modo que a velocidade linear do fluxo de amostra seja de 3–6 pés por segundo.
As amostras devem ser resfriadas a 25 °C (77 °F) e, se possível, próximas ao ponto de extração. A integridade da amostra pode ser comprometida se o vapor superaquecido viajar longas distâncias, pois alguns compostos podem precipitar e se depositar nas superfícies do tubo de amostra. No entanto, os resfriadores de amostras remotos podem apresentar complicações, incluindo acesso difícil e a necessidade de direcionar linhas de água de resfriamento a longas distâncias. Em muitas aplicações, os resfriadores de amostra primários e secundários estão localizados dentro do painel de amostra centralizado, com o vapor superaquecido direcionado para o painel em linhas de amostra isoladas para manter a temperatura e minimizar a queda de contaminantes.
Transporte de amostras
Ao fluir através do tubo de amostra, as amostras de líquido e vapor tenderão a liberar e coletar algumas impurezas. Em sistemas de amostragem adequadamente projetados, a troca de impurezas atingirá um estado de equilíbrio, de modo que a amostra fluirá através da tubulação praticamente inalterada. Em geral, leva cerca de um mês para que novas amostras atinjam um estado de equilíbrio. Recomenda-se, sempre que possível, manter o fluxo contínuo da amostra em oposição ao fluxo intermitente. Isso se tornou uma proposta mais difícil para as unidades de energia, já que muitas agora crescem e descem em cargas por oscilações de geração a partir de fontes renováveis.
Problemas adicionais de superaquecedor/reaquecedor
Os metais no superaquecedor e reaquecedor das unidades de alta pressão veem as temperaturas mais altas. Assim, aços de especificação mais alta são necessários, incluindo aços inoxidáveis austeníticos nas zonas mais quentes. O Apêndice 4-3 lista os aços típicos para componentes de caldeira e a temperatura máxima de operação. Na busca por uma eficiência cada vez maior, como exemplificado pelo desenvolvimento de caldeiras ultra-supercríticas que podem operar a 4.500 psi com temperaturas de vapor de 1.200 °F, minimizar a deposição dentro de superaquecedores e feixes de reaquecedores é fundamental. Mesmo assim, ao longo do tempo, esses materiais sofrerão de deformação, o fenômeno descrito anteriormente no capítulo sobre tubos de caldeira.
Os dados no Apêndice 4-3 ilustram a necessidade de ligas mais exóticas em locais de alta temperatura em um gerador de vapor. Um problema que pode influenciar a fluência é o crescimento, ao longo do tempo, de uma camada espessa de óxido de ferro nas superfícies internas dos tubos de superaquecedor e reaquecedor. Esse crescimento é acelerado por aumentos rápidos de carga e operação de uma unidade acima da classificação máxima normal por períodos prolongados. Um problema bastante comum em unidades a carvão de alta pressão foi a deposição de produtos de transporte de fosfato de sódio nas curvas em U dos reaquecedores. Os depósitos não causaram corrosão direta, mas restringiram a transferência de calor, de modo que os tubos falhariam devido à fluência acelerada. Outros mecanismos que podem danificar a tubulação de vapor de alta temperatura incluem fadiga e grafite. Detalhes adicionais sobre esses mecanismos e outros podem ser encontrados na Referência 1.
As diretrizes de química de vapor da caldeira de serviços públicos da EPRI e da IAPWS exigem limites operacionais normais de menos de 2 ppb de sódio, cloreto e sulfato no vapor. Mesmo esses valores são considerados muito altos por alguns especialistas e, com uma unidade bem projetada e mantida, as concentrações devem estar bem abaixo de 1 ppb.
Erosão induzida por umidade e erosão de partículas sólidas de turbinas
Além da corrosão relacionada à química, as turbinas a vapor podem estar sujeitas a dois mecanismos de degradação mecânica: erosão induzida por umidade e erosão de partículas sólidas (SPE). Qualquer um pode estabelecer superfícies irregulares e ásperas nas pás da turbina que influenciam o fluxo de vapor e, consequentemente, reduzem a eficiência e a capacidade da turbina.
A erosão das lâminas de pressão intermediária e baixa é geralmente causada pela água no vapor. A presença de gotículas de água, especialmente nos últimos estágios de uma turbina, leva à erosão das pás da fileira de saída. A maioria dos principais fabricantes de turbinas impõe um limite de umidade igual ou inferior a 12% no vapor de exaustão final. A operação abaixo da temperatura de vapor de entrada do projeto ou em baixa carga pode causar condensação excessiva nesses últimos estágios da turbina, levando à erosão. Etapas para mitigar a erosão causada pela umidade incluem endurecimento do metal base, instalação de dispositivos de remoção de umidade para combater o impacto da gotícula líquida, afinamento das bordas posteriores do bocal para promover a formação de gotículas menores e menos prejudiciais e eliminação de vedações radiais para remover a água antes que ela possa afetar as lâminas.
A erosão de partículas sólidas (SPE) é uma condição que afeta muitas turbinas. A SPE vem do arrastamento no vapor superaquecido de óxidos de ferro duros e erosivos que esfoliam principalmente dos tubos de superaquecimento e reaquecimento. As partículas causam desgaste excessivo e prematuro das pás da turbina. A SPE afeta o desempenho das turbinas de duas maneiras: perda de eficiência e perda de capacidade de fluxo de vapor. As perdas compostas através das seções HP/IP/LP podem atingir 1–2%. Nas pontas das pás das turbinas, o vapor viaja em velocidades supersônicas, onde ocorre a maior parte da erosão do metal. Substituir um conjunto completo de lâminas em uma turbina a vapor grande pode custar milhões de dólares. A erosão de partículas sólidas normalmente é mais problemática na inicialização ou durante mudanças rápidas de carga.
Existe uma variedade de tecnologias de revestimento comercialmente disponíveis para combater a SPE e a corrosão em rotores de turbinas a vapor, diafragmas, baldes e válvulas de controle. Embora avanços significativos tenham sido feitos na eficácia do produto, essas tecnologias ainda não são comuns devido a resultados mistos e altos custos. Os pesquisadores continuam a explorar métodos para mitigar a SPE.
Monitoramento de depósitos em turbinas a vapor
Os depósitos de pás e rotores da turbina podem se tornar cada vez mais problemáticos ao longo do tempo, às vezes com consequências catastróficas. A deposição reduz a eficiência e a saída da turbina. A deposição também pode induzir desequilíbrios e diminuir a confiabilidade da operação, incluindo uma sobrecarga de mancais axiais. Os depósitos podem influenciar a vibração da turbina e as tensões de flexão das pás e causar restrições ao movimento da válvula de vapor. Ocorreram falhas catastróficas nas quais depósitos fizeram com que as válvulas do regulador da turbina ficassem abertas, resultando em excesso de velocidade da turbina e falha da lâmina. Lâminas que falham com uma turbina girando a milhares de rotações por minuto podem penetrar paredes de concreto, transformadores e, é claro, seres humanos. E, para enfatizar novamente, a corrosão induzida por deposição pode levar a corrosão alveolar, fadiga por corrosão e rachaduras por corrosão sob tensão, também com consequências potencialmente catastróficas.
Vários métodos estão disponíveis para avaliar o impacto dos depósitos no desempenho de uma turbina a vapor. Isso inclui o monitoramento de mudanças de pressão, eficiências internas, temperaturas de vapor de exaustão e taxas de fluxo (ou capacidade) específicas de rendimento de vapor. Nas ocasiões em que a carcaça da turbina é aberta para inspeção ou trabalho de manutenção, as inspeções visuais de depósitos e a integridade da lâmina/rotor são absolutamente obrigatórias.
Para novas unidades, o fabricante da turbina (OEM) fornecerá as características de pressão projetadas em forma gráfica. Durante o comissionamento, as curvas de pressão teórica/projeto são modificadas com base nas medições reais. Esses dados servem como referência para comparação durante operações subsequentes. Sob condições de operação idênticas, um aumento significativo na pressão indica deposição.
Limpeza de depósito da turbina
Se a turbina acumular sais solúveis em água, os depósitos podem frequentemente ser removidos por lavagem com água com condensado ou vapor úmido. Esse processo deve ser realizado off-line, embora, em muitas fábricas, seja feito on-line com a turbina girando em baixa velocidade. A aprovação do fabricante da turbina é importante antes de selecionar um programa de lavagem.
Se a turbina ficar suja com compostos não solúveis em água, mais notavelmente sílica, a lavagem com água raramente restaura a capacidade total da turbina. A limpeza off-line é necessária durante uma interrupção da turbina. O óxido de alumínio ou jateamento de material de grãos moles semelhante é um procedimento comum para remover depósitos duros não solúveis em água. A experiência indica que depósitos solúveis em água podem, às vezes, ficar incorporados em camadas de depósitos insolúveis. Quando a lavagem é realizada, os depósitos solúveis se dissolvem para deixar um esqueleto solto e friável de depósitos insolúveis que podem se fragmentar e lavar. A lavagem com água pode causar danos consideráveis à turbina e deve ser supervisionada cuidadosamente, com estrita aderência às recomendações do fabricante da turbina.
Para algumas usinas de energia a carvão mais antigas que ainda têm aquecedores de água de alimentação com tubos de liga de cobre, a deposição de cobre nas lâminas da turbina HP pode permanecer problemática. Mesmo uma pequena quantidade de cobre pode causar uma perda grave da capacidade da turbina. A limpeza química off-line é necessária para remover depósitos de cobre.
Conclusão
O sistema de caldeiras da sua instalação depende muito de água de alta qualidade para realizar tarefas operacionais essenciais em capacidade total. O tratamento de água de caldeira é importante para evitar ineficiências operacionais e prolongar a vida útil de ativos críticos.
CONFIE NA CHEMTREAT COM SUAS NECESSIDADES DE TRATAMENTO DE ÁGUA DE CALDEIRA
A ChemTreat tem o compromisso de fornecer soluções especializadas de tratamento de água para caldeiras. Nossos programas inovadores e personalizados de tratamento de água ajudam a reduzir o tempo de inatividade e os custos de manutenção da fábrica, aumentam a eficiência do sistema e aumentam a vida útil do equipamento. Entre em contato com a ChemTreat hoje mesmo para entrar em contato com seu representante local e saber como a ChemTreat pode ajudar sua empresa.
Referências
1. Tomei, G.L., Ed., Steam, sua geração e uso, 42a edição, The Babcock & Wilcox Company, Barberton, Ohio, 2015.
2. Westfall, R. S. (2022, 23 de agosto).Isaac Newton .Encyclopedia Britannica . https://www.britannica.com/biography/Isaac-Newton
3. Crawford, M. (2012, 7 de junho).Charles A. Parsons . Disponível em The American Society of Mechanical Engineers ASME:https://www.asme.org/topics-resources/content/charles-a-parsons
4. Britannica, T. Editores da Encyclopaedia (2022, 5 de maio).Carl Gustaf Patrik de Laval .Encyclopedia Britannica . https://www.britannica.com/biography/Carl-Gustaf-Patrik-de-Laval
5. Van Wylen, G.J., e Sonntag, R.E., Fundamentos da Termodinâmica Clássica, Terceira Edição, John Wiley & Sons, 1986.
6. Perry, Robert H. & Green, Don W. (1984). Manual dos Engenheiros Químicos da Perry (6a ed.). McGraw-Hill. ISBN 0-07-049479-7.
7. ANSI/FCI 87-1, Classificação e Princípios Operacionais de Armadilhas de Vapor.
8. Consenso sobre práticas operacionais para o controle de água de alimentação e química de água de caldeira em caldeiras industriais modernas, The American Society of Mechanical Engineers, Nova York, NY, 2021.
9. Diretrizes químicas de ciclo abrangente para geradores de vapor de recuperação de calor/ciclo combinados (HRSGs). EPRI, Palo Alto, CA: 2013. 3002001381.
10. Sturla, P., Proc., Quinta Conferência Nacional de Água de Alimentação, 1973, Praga, Tchecoslováquia.
11. Buecker, B., Shulder, S. e Sieben, A., “Fossil Power Plant Cycle Chemistry”; seminário pré-conferência para o 39o Workshop Anual de Química de Utilidades Elétricas, 4 de junho-6, 2019, Champaign, Illinois.
12. Diretrizes para controle de corrosão acelerada por fluxo em usinas de energia fósseis e de ciclo combinado, Relatório Técnico EPRI 3002011569, Instituto de Pesquisa de Energia Elétrica, Palo Alto, Califórnia, 2017.
13. Buecker, B., e Shulder, S., “Combined Cycle and Co-Generation Water/Steam Chemistry Control”; seminário pré-conferência para o 40o Workshop Anual de Química de Utilidades Elétricas, 7 de junho-9, 2022, Champaign, Illinois.
14. D. Stuart, “Mitigating Flow-Accelerated Corrosion with Film-Forming Chemistry in HRSGs”; Power Engineering , abril 2021, www.power-eng.com.
15.International Association for the Properties of Water and Steam, Technical Guidance Document: tratamentos com fosfato e NaOH para os circuitos de vapor-água de caldeiras de tambores de usinas de energia fósseis e de ciclo combinado/HRSG (2015). Disponível em http://www.iapws.org.
16. J. Mathews, “Práticas de layout para usinas de fósseis”; Power , fevereiro 2013.
17.Buecker, B., e Dixon, D., “Combined-Cycle HRSG Shutdown, Layup, and Startup Chemistry Control”; Power Engineering, fevereiro 2012.
18. Diretrizes de Química de Ciclo para Desligamento, Disposição e Partida de Unidades de Ciclo Combinadas com Geradores de Vapor de Recuperação de Calor , EPRI, Palo Alto, CA: 2006. 1010437.
19. L. Machemer, “Pressurized Piping Sampling Steam & Water”; Chemical Engineering, janeiro 2014.
20. Hollander, O. (2015). Sistemas de caldeiras. No Manual de Treinamento e Referência Técnica da AWT (2a ed.). capítulo, Associação de Tecnologias da Água.
Anexo 4-1
Layout do gerador de vapor mostrando linhas de extração
O corpo principal deste capítulo discutiu uma variedade de projetos de sistemas de geração de vapor, incluindo uma descrição de grandes unidades a carvão com aquecedores de água de alimentação para aumentar a temperatura do condensado antes de seu retorno à caldeira. O diagrama a seguir, extraído da Referência 1, mostra o diagrama de fluxo de uma caldeira a carvão de estilo comum que opera a 2.400 psig. É um esquema bastante detalhado, mas mostra claramente as linhas de extração de vários pontos na turbina para os aquecedores de água de alimentação, incluindo o desaerador.
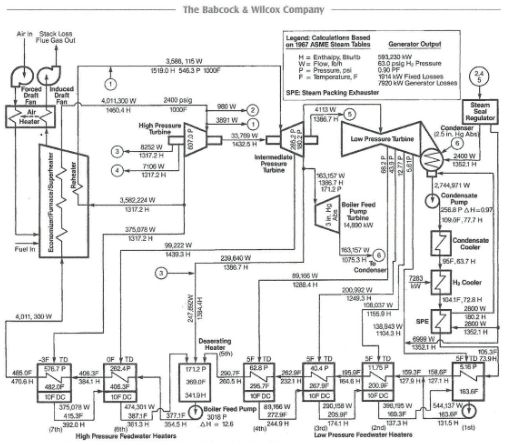
Observe a progressão de vapor de baixa para intermediária para alta pressão de acordo com os aquecedores de água de alimentação correspondentes. Em todos os casos, o vapor realizou algum trabalho na turbina antes de ser extraído para aquecimento da água de alimentação.
Também são mostrados os locais gerais dos ventiladores de corrente forçada e induzida, que mantêm um fluxo de ar equilibrado através da caldeira.
Referências
Tomei, G.L., Ed., Steam, sua geração e uso, 42a edição, The Babcock & Wilcox Company, Barberton, Ohio, 2015.
Anexo 4-2
Para geradores de vapor de alta pressão, especialmente aqueles que acionam turbinas, é necessário um controle químico diligente para minimizar a corrosão e incrustação de caldeiras, superaquecedores/reaquecedores e turbinas. Durante o período de construção e geração de energia convencional a carvão no século XX, muitas lições foram aprendidas sobre a criticidade do monitoramento da química da água/vapor. Algumas lições foram bastante dramáticas, resultando não apenas em perda de produção e reparo de equipamentos, mas às vezes em lesões e fatalidades. A partir desses eventos, o monitoramento contínuo da química on-line tornou-se comum na maioria das fábricas. Agora, tanto para a produção de vapor de usinas industriais quanto de energia, os geradores de vapor de recuperação de calor (HRSGs) são uma escolha comum. Este apêndice fornece uma visão geral das diretrizes típicas de instrumentação on-line e química de água/vapor para plantas de ciclo combinado.
Uma breve revisão do design do HRSG
Embora os requisitos de água de alta pureza e o controle e monitoramento de química de água/vapor para HRSGs sejam semelhantes aos de geradores de vapor convencionais mais antigos, há algumas diferenças importantes óbvias no projeto e operação de HRSG, sendo que as mais importantes incluem:
- Os vários tubos de parede de água e painéis de superaquecimento/reaquecimento, também conhecidos como harpes, estão alinhados em seções ao longo do caminho do gás de combustão. Os tubos de parede d'água em uma unidade de carvão tipicamente formam as paredes de uma caixa que circunda a câmara de combustão.
- Enquanto os tubos de parede d'água em unidades de carvão são expostos ao calor radiante, bem como à transferência de calor por convecção e condução, durante a operação normal, os tubos HRSG transferem energia apenas por convecção e condução. Alguns HRSGs têm queimadores de dutos, mas eles operam com pouca frequência, principalmente durante períodos de alta demanda elétrica.
- Os HRSGs são tipicamente de projeto de multipressão, com os mais populares tendo três redes geradoras de vapor, também conhecidas como evaporadores.
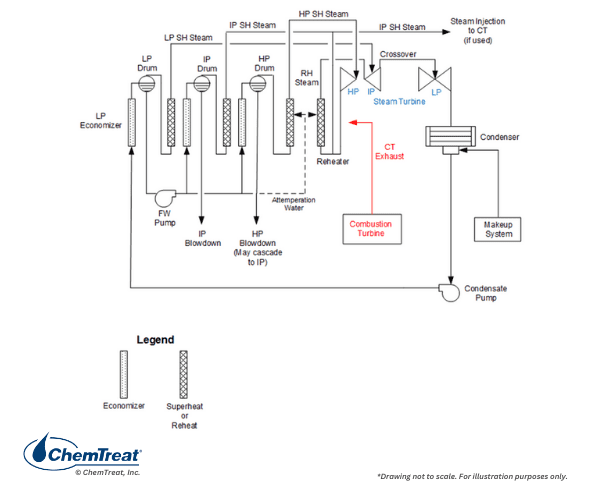
Além de uma pequena quantidade de geração de vapor, o evaporador LP serve essencialmente como um aquecedor de água de alimentação para os circuitos IP e HP.
As seções a seguir agora descrevem os parâmetros de monitoramento recomendados dos vários circuitos dentro de um HRSG de acordo com o projeto mostrado acima.
Pontos de amostragem e parâmetros de monitoramento
As amostras de importância primária em toda a rede geradora de vapor são:
- Sistema de tratamento de reposição
- Descarga da bomba de condensado
- Retorno de condensado, quando aplicável
- Entrada de água de alimentação ou economizador
- Água de caldeira
- Vapor saturado
- Vapor principal e de reaquecimento
Sistema de tratamento de reposição
Nenhum sistema está completamente fechado e mesmo nos geradores de vapor mais apertados, uma pequena quantidade de água de processo/vapor escapa continuamente. O processo central mais comum dos sistemas de reposição de serviços públicos é a osmose reversa (OR) seguida por troca iônica de leito misto (MBIX) ou eletrodeionização (EDI) para “polir” o efluente de OR, especialmente para geradores de vapor de alta pressão. As unidades de OR normalmente incluem vários instrumentos para monitorar o desempenho do sistema, incluindo pressão, temperatura, fluxo e condutividade específica. Esta seção se concentra nas análises recomendadas do efluente final do polidor MBIX ou EDI.
Observação: Nesta e nas seções a seguir, o limite superior normal, ou uma faixa, para cada parâmetro é incluído.
- Condutividade específica: ≤0,1 μS/cm
- Sílica: ≤10 partes por bilhão (ppb)
- Sódio: ≤2 ppb
Essas medições garantem que a água de alta pureza esteja sendo distribuída para os geradores de vapor. Um aumento em qualquer um dos valores indica que a resina MBIX atingiu a exaustão ou que ocorreu um problema na unidade de EDI. É necessária ação corretiva imediata.
Descarga da bomba de condensado (Condensate Pump Discharge, CPD)
Em unidades de energia de geração de vapor autônomas, o principal local para a entrada de contaminantes em potencial é o condensador, particularmente condensadores refrigerados a água, onde vazamentos de tubos permitem que a água de resfriamento se infiltre no condensado de alta pureza. Um vazamento de tubo introduzirá uma variedade de impurezas, incluindo íons de dureza, cloreto e sulfato, e sílica, que, quando submetidas ao ambiente severo no gerador de vapor, podem causar problemas sérios. Um polidor de condensado fornecerá uma proteção contra a entrada de contaminantes, mas os polidores muitas vezes não são considerados para unidades de tambor para reduzir o custo de capital.
As análises contínuas recomendadas de CPD são:
- Condutividade catIônica (CACE): ≤0,2 μS/cm
- Condutividade específica (SC): Consistente com pH
- Sódio: ≤2 ppb
- Oxigênio dissolvido: ≤20 ppb
- pH: 9,6–10,0 (Esta é a faixa de pH para o desenho do HRSG na Figura 1. A faixa pode ser um pouco menor para outros projetos HRSG.)
O monitoramento de sódio é altamente eficaz para detectar vazamentos no tubo do condensador. Com um condensador apertado, os níveis de sódio no condensado são normalmente muito baixos (<2 ppb) e, em muitos casos, <1 ppb. Um aumento no sódio fornece uma indicação precoce de vazamento no tubo do condensador.
A condutividade do cátion é agora frequentemente referida como condutividade após a troca catiônica (CACE) para representar o fato de que a amostra é direcionada através de uma coluna de troca catiônica para substituir todos os cátions, por exemplo, amônio, sódio, cálcio, etc., por íons de hidrogênio. Isso cria uma solução de ácido muito diluída, basicamente com vestígios de íons de cloreto e de sulfato, cuja condutividade é, então, medida. Assim como ocorre com o sódio, um aumento na CACE indica vazamento de impureza, embora essa medição também seja influenciada pela entrada de dióxido de carbono, mais frequentemente a partir do vazamento de ar no condensador. Assim, a CACE desgaseificada está se tornando cada vez mais popular, pois utiliza um recaldeira ou compartimento de pulverização de nitrogênio para remover CO2. Um valor baixo de CACE é um requisito para o controle adequado da química do AVT(O), que é descrito no texto principal.
As análises de oxigênio dissolvido (D.O.) são importantes para monitorar o vazamento de ar do condensador. Um aumento repentino no oxigênio dissolvido pode indicar uma falha mecânica ou estrutural no condensador ou próximo a ele, o que permite que o excesso de ar entre no sistema. No entanto, com a química moderna do AVT(O), um pouco de oxigênio dissolvido é necessário para que a química seja eficaz.
Com relação à condutividade e pH específicos, a amônia (ou, às vezes, uma mistura de amina ou amônia/amina) é o agente condicionador de pH para condensado/água de alimentação. A medição direta do pH da água de alta pureza pode ser complicada, e algoritmos foram desenvolvidos para calcular o pH com base em medições de condutividade para fornecer resultados mais precisos. A condutividade específica (SC) em água de alta pureza está diretamente correlacionada à concentração de amônia e, portanto, as medições SC oferecem melhor controle da alimentação de amônia do que o pH.
Um parâmetro normalmente não monitorado continuamente, mas que pode ser de grande importância é o carbono orgânico total (TOC), conforme discutido na próxima seção. Para geradores de vapor de serviços públicos, o limite de TOC recomendado no CPD é de 100 ppb.
Retorno de condensado
O vapor recuperado como condensado dos trocadores de calor do processo representa uma fonte potencialmente grande de impurezas que, dependendo dos processos e produtos da instalação, podem ser de natureza inorgânica ou orgânica ou podem ser de forma particulada, como óxidos de ferro. A entrada de contaminantes do retorno de condensado pode ser muito problemática. Para geradores de vapor de alta pressão, o retorno de condensado deve ter pureza de água equivalente aos parâmetros descritos acima para o CPD.
Descarga da bomba de alimentação da caldeira/entrada do economizador LP
O texto principal discute os programas químicos de água de alimentação AVT(R) e AVT(O). A lista a seguir descreve os parâmetros adicionais de monitoramento de água de alimentação recomendados para a química do AVT(O).
- CACE: ≤0,2 μS/cm
- SC: Consistente com pH
- Sódio: ≤2 ppb
- D.O. (faixa): 5–10 ppb
- pH: 9,6–10,0 (Esta é a faixa de pH para o desenho HRSG mostrado na Figura 1. A faixa pode ser um pouco menor para outros projetos HRSG.)
- Ferro: ≤2 ppb
Discussão sobre os espelhos CACE, SC, pH e sódio para a descarga da bomba de condensado. Essas medições, juntamente com o oxigênio dissolvido, são críticas para a química adequada do AVT(O).
Observe a inclusão de ferro nesta lista. O monitoramento de ferro fornece uma medição direta da FAC (ou, espera-se, da falta dela) e da eficácia do programa químico de água de alimentação. Normalmente, 90% ou mais dos produtos de corrosão de ferro são particulados na natureza. Existem vários métodos para monitorar a corrosão do aço carbono, incluindo:
- Monitoramento contínuo de partículas
- Amostragem de produto da corrosão
- Análise de amostra de coleta
Técnicas aprimoradas de coleta de amostra permitem medições de ferro de até 1 ppb com o tratamento adequado da amostra. Esse método pode fornecer dados quase em tempo real das taxas de corrosão, embora em uma base instantânea.
Água do evaporador
A amostragem de água do evaporador é fundamental por dois motivos principais. Primeiro, o controle químico insatisfatório e/ou o monitoramento insatisfatório podem permitir o transporte inaceitável de impurezas para o vapor. Em segundo lugar, como ocorre com as unidades convencionais, os fluxos de calor mais altos ocorrem dentro dos evaporadores, particularmente o evaporador HP dos HRSGs. Assim, os efeitos da entrada de impurezas ou do controle químico insatisfatório são ampliados pelas altas temperaturas e pressões nesses circuitos. Considere a questão clássica dos danos causados pelo hidrogênio, que assolou unidades de alta pressão há décadas.
Nesse mecanismo, o agente corrosivo mais grave, cloreto, que pode entrar durante um vazamento de resfriamento do condensador, pode se concentrar sob depósitos de tubos de parede d'água e gerar ácido. A equação a seguir descreve um mecanismo comum:
MgCl2 + 2H 2O → Mg(OH)2↓ + 2HCl
A geração de ácido e a subsequente corrosão do metal são problemáticas por si só, mas os átomos de hidrogênio muito pequenos penetrarão na matriz de aço e, em seguida, reagirão com o carbono no aço.
4H + C → CH4
A formação de moléculas de metano volumosas induz a formação de rachaduras, o que pode provocar falhas com muito pouca perda de metal.

O dano por hidrogênio continua sendo um dos principais mecanismos de corrosão em geradores de vapor modernos, e é por isso que, como a lista abaixo indica, é necessário desligar imediatamente a unidade se o pH da água da caldeira cair abaixo de 8,0.
As análises recomendadas de água da caldeira incluem:
- pH (<8,0, desligamento imediato da caldeira)
- CACE
- Condutividade específica
- Cloro
- Sílica
- Fosfato (para as unidades em que ocorre o tratamento com fosfato)
- Ferro: <5 ppb
Nenhum limite direto é mostrado para a maioria dos parâmetros, pois os limites são variáveis com base na pressão da caldeira. O EPRI publicou gráficos detalhados para esses parâmetros, mas eles estão disponíveis apenas diretamente para membros do EPRI. Outras diretrizes estão disponíveis gratuitamente na Associação Internacional de Propriedades de Água e Vapor (IAPWS).
Observe também o limite de ferro. Os circuitos LP e alguns locais IP em um HRSG podem sofrer FAC bifásico. O monitoramento do ferro é importante para garantir que a química adequada esteja sendo mantida nesses circuitos.
Uma observação sobre fosfato: Durante décadas, o fosfato trissódico (Na3PO4) tem sido um produto químico central para tratamento de água de caldeira em muitas unidades de tambor. No entanto, o controle da concentração de fosfato é difícil devido à solubilidade reversa do composto acima de 300°F. Para unidades de serviços públicos de alta pressão, os programas modernos normalmente exigem uma concentração máxima de fosfato <2,4 ppm, e muitos químicos mantêm a concentração bem abaixo desse nível.
Alguns funcionários da fábrica, especialmente no setor de energia, mudaram para a alimentação cáustica (NaOH) para eliminar o “esconderijo” de fosfato, mas é necessário muito cuidado com esses programas para evitar a goivagem cáustica de tubos de parede d'água. Incluir um polidor de condensado no projeto do sistema oferece a oportunidade de eliminar fosfato ou soda cáustica do programa de tratamento de água da caldeira.
Vapor
As medições de pureza do vapor são muito importantes, especialmente se o vapor acionar uma turbina ou turbinas. A deposição de contaminantes nas pás da turbina pode levar à corrosão e a possíveis falhas na lâmina, o que representa uma situação possivelmente catastrófica, pois a turbina gira a vários milhares de rpm. Os principais parâmetros de monitoramento incluem o seguinte:
- CACE: ≤0,2 μS/cm
- Sódio: ≤2 ppb
- Sílica: ≤10 ppb
O sódio fornece uma indicação direta do transporte de sal ou hidróxido de sódio com o vapor. Os sais, particularmente os sais de cloreto, se depositarão nas últimas fileiras da turbina de baixa pressão, onde podem causar corrosão por corrosão e subsequente rachadura por corrosão sob tensão (SCC) e fadiga por corrosão (CF) das pás e rotores da turbina. O transporte de hidróxido de sódio é um problema muito sério, pois a soda cáustica pode induzir rapidamente o CCS dos componentes da turbina.
A CACE fornece uma medição indireta do transporte de cloreto e sulfato e tem sido uma diretriz de longa data para fabricantes de turbinas. No entanto, a precisão da CACE é suspeita, especialmente considerando que o limite para ambas as impurezas é de 2 ppb, semelhante ao sódio. Um instrumento que se tornou recentemente disponível analisa essas duas impurezas até um nível de 0,1 ppb.

O instrumento separa íons na amostra através do processo de eletroforese capilar. Os íons são então medidos por um analisador de condutividade.
Há muito se sabe que a sílica no vapor precipitará nas pás da turbina. Embora o composto não seja corrosivo, ele pode influenciar a aerodinâmica da turbina e reduzir a eficiência, portanto, o limite recomendado de 10 ppb.
Vários pontos de amostragem de vapor estão disponíveis em unidades geradoras de energia. Eles incluem amostras de vapor saturadas, principais e de reaquecimento. O vapor principal e o vapor de reaquecimento são os mais importantes, pois fornecem dados sobre impurezas que entram diretamente na turbina, que também podem vir de água contaminada de attemperação de vapor. A medição de vapor saturado é menos importante, mas pode ser valiosa periodicamente para verificar problemas de transporte mecânico de tambores de vapor. Separadores de vapor com falha ou danificados são uma causa comum de transferência mecânica.
Referências
- Diretrizes de Química de Ciclo para Geradores de Vapor de Recuperação de Calor/Ciclo Combinado (HRSGs), EPRI, Palo Alto, CA: 2006. 1010438. Observação: o EPRI publicou uma versão atualizada deste documento em 2013.
- Buecker, B. e S. Shulder, “Power Plant Cycle Chemistry Fundamentals”; seminário pré-conferência para o 35o Workshop Anual de Química de Utilidades Elétricas, 2 de junho de 2015, Champaign, Illinois.
Sobre os autores
Luis Carvalho
Fundador e proprietário da Industrial Water Treatment Academy (iwtA)
Luis Carvalho é Engenheiro Químico e Engenheiro Profissional Licenciado em Ontário, Canadá, com mais de 35 anos de tratamento de água industrial de base ampla. Sua base de conhecimento inclui química de ciclo de caldeira de alta pressão, incluindo FAC, RO, UF, EDI e tecnologia de água de resfriamento. Ele é o fundador e proprietário da Industrial Water Treatment Academy (iwtA) e recentemente ocupou o cargo de engenheiro principal na ChemTreat por 8 anos, onde foi responsável pela liderança técnica no tratamento de caldeiras de alta pressão em uma infinidade de setores em todo o mundo. Luis desempenhou um papel significativo na definição de novos critérios para a pureza do vapor para uso em turbinas e na introdução de mudanças nas diretrizes de pureza do vapor de décadas. Ele ganhou o Prêmio Paul Cohen em 2006 na Conferência Internacional da Água. Em 2018, Luis foi presidente do subcomitê técnico de vazamento de ar em sistemas de água a vapor na Associação Internacional de Propriedades de Água e Vapor (IAPWS).

Tom Nix
Consultor sênior da equipe técnica
Tom Nix é um especialista técnico confiável com décadas de experiência em tratamento de água industrial. A Nix é bem experiente em uma ampla gama de aplicações, incluindo clarificação de afluentes, abrandamento, desmineralização, osmose reversa, tratamento de água de resfriamento, tratamento de caldeira de baixa e alta pressão e tratamento de águas residuais. Ele é bacharel em biologia ambiental pela Universidade do Texas em Austin.

Brad Buecker
Presidente da Buecker & Associates, LLC
Brad Buecker é presidente da Buecker & Associates, LLC e, mais recentemente, atuou como publicitário técnico sênior da ChemTreat, Inc. Ele tem mais de quatro décadas de experiência ou apoio ao setor de energia, grande parte em química de geração de vapor, tratamento de água e controle de qualidade do ar. Buecker é bacharel em Química pela Iowa State University. Ele é autor ou coautor de mais de 250 artigos de várias revistas técnicas de comércio e escreveu três livros sobre química de usinas de energia e controle de poluição do ar. Ele atua no Conselho Consultivo Editorial de Tecnologia da Água e é membro do comitê de planejamento do ACS, AIChE, AIST, ASME, NACE (agora AMPP) e do Workshop de Química de Utilidades Elétricas.
Reconhecimentos
O Manual Water Essentials da ChemTreat não teria sido possível sem as contribuições de muitas pessoas.Veja a lista completa de colaboradores.
